
5-osiowe poziome centrum obróbcze CNC z podwójnymi stołami roboczymi CP800
1. Funkcje
Szybkie, wydajne i precyzyjne poziome pięcioosiowe centrum obróbcze CP800T2 opracowane przez firmę CATO charakteryzuje się wysoką sztywnością, wysoką precyzją i wysoką wydajnością obróbki.Przyjęto jednoczęściową podstawę, a pozytywna konstrukcja T wysokich i niskich szyn podstawy zapewnia wysoką sztywność obrabiarki;cała maszyna przechodzi analizę elementów skończonych, aby upewnić się, że obrabiarka nie wibruje podczas ruchu z dużą prędkością i gwarantuje najlepszą długoterminową stabilność pracy całej maszyny.

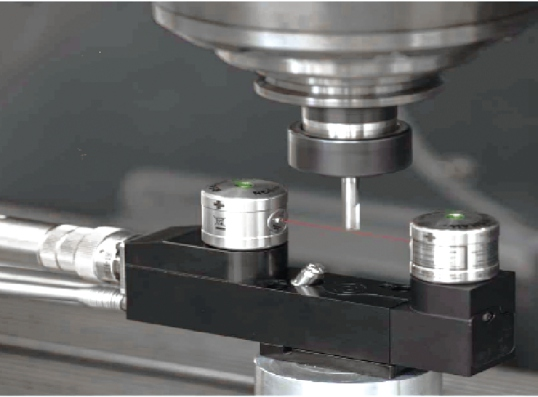
Przyjmując zaawansowane technologie, takie jak technologia szybkiego wrzeciona, technologia szybkiego posuwu, technologia szybkiej wymiany narzędzi i szybka technologia systemu CNC, czas przetwarzania jest znacznie skrócony, poprawia się wydajność przetwarzania i różne potrzeby produkcyjne są spełnione.Szybkie przemieszczenie w trzech osiach wynosi 60 M/min, a wrzeciono elektryczne o dużej prędkości i wysokim momencie obrotowym zmniejsza czas przyspieszania i zwalniania wrzeciona.Wskaźniki te znacznie skracają czas nieprzetwarzania i poprawiają wydajność przetwarzania;gniazdo śruby / łożyska / wrzeciono / głowica obrotowa DD przyjmuje system kontroli temperatury, gwarantuje doskonałą równowagę termiczną sprzętu i znacznie poprawia dokładność i stabilność sprzętu.
Przyjęcie systemu Siemens 840D, 19-calowy bardzo duży wyświetlacz LCD, dynamiczny graficzny wyświetlacz trajektorii narzędzia, inteligentny wyświetlacz ostrzegawczy, autodiagnostyka i inne funkcje sprawiają, że użytkowanie i konserwacja obrabiarki jest wygodniejsza i szybsza;metoda komunikacji z szybką magistralą znacznie poprawia przetwarzanie danych w systemie CNC Zdolność i wydajność sterowania ułatwiają szybką i wydajną transmisję i przetwarzanie online programów o dużej pojemności.
2.Parametr
| Przedmiot | Jednostka | CP800T2 | |
| Podróż | Przejazd osi X/Y/Z | mm | 800x800x750 |
| Podróż w osi B | ° | -30~120 | |
| Ruch w osi C | ° | 360 | |
| Odległość od środka wrzeciona do blatu stołu (oś B 90 stopni w poziomie) | mm | 160~910 | |
| Odległość od czoła wrzeciona do blatu stołu (oś B 0 stopni w pionie) | mm | -83~667 | |
| Odległość od czoła wrzeciona do środka stołu roboczego (oś B 90 stopni w poziomie) | mm | -135~665 | |
| Odległość od środka wrzeciona do środka stołu (oś B 0° w pionie) | mm | 108~908 | |
| Maksymalny zakres przetwarzania | mm | Φ 720 x 910 | |
| Posuw 3 osi | Szybki ruch osi X/Y/Z | m/min | 60/60/60 |
| Szybkość posuwu skrawania | mm/min | 0-24000 | |
| Stół obrotowy (oś C) | Stół obrotowy | szt | 2 |
| Średnica dysku | mm | 500*500 | |
| dopuszczalne obciążenie | Kg | 500 | |
| maksymalna prędkość obrotowa | obr./min | 40 | |
| Dokładność pozycjonowania/powtarzania | sek.łuku | 15 / 10 | |
| oś B | Maksymalna prędkość obrotowa | obr./min | 60 |
| Dokładność pozycjonowania/powtarzania | sek.łuku | 8 / 4 | |
| Wrzeciono | Specyfikacja wrzeciona (średnica instalacji/sposób przenoszenia) | mm | 190 / Wbudowany |
| Stożek wrzeciona | m/min | A63 | |
| Maks.Prędkość wrzeciona | mm | 18000 | |
| Moc silnika wrzeciona | Kw | 30/35 | |
| Moment obrotowy silnika wrzeciona | Nm | 72/85 | |
| Narzędzie | Pojemność magazynu narzędzi |
| 40 T |
| Czas wymiany narzędzi (TT) | s | 7 | |
| Maksymalna średnica narzędzia (Pełne narzędzie / Sąsiednie puste narzędzie narzędziowe) | mm | 80/150 | |
| Maks.Długość narzędzia | mm | 450 | |
| Maks.Waga narzędzia | Kg | 8 | |
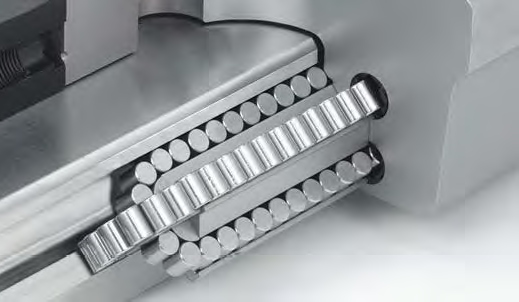
| Przewodnik | Prowadnica osi X (rozmiar/liczba slajdów) |
| 45/2 (Rolka) |
| Prowadnica osi Y (rozmiar/liczba slajdów) |
| 45/3 (rolka) | |
| Prowadnica osi Z (rozmiar/liczba slajdów) |
| 45/2 (Rolka) | |
| Trzy oś przenoszenie | Śruba pociągowa osi X | N | 2R 40x20 |
| Śruba pociągowa osi Y | N | 2R 40x20 | |
| Śruba pociągowa osi Z | N | 2R 40x20 | |
| Dokładność w trzech osiach | Dokładność pozycjonowania | mm | 0,005 / 300 |
| Powtarzaj dokładność pozycjonowania | mm | 0,003 / 300 | |
| System smarowania | Pojemność jednostki smarującej | L | 0,7 |
| Rodzaj smarowania |
| Smarowanie smarem | |
| Inni | Zapotrzebowanie na powietrze | kg/cm2 | ≥ 6 |
| Przepływ źródła powietrza | mm3/ min | ≥ 0,5 | |
| Waga | T | 11 | |
3.Konfiguracja stanowiska
| NO. | Nazwa |
| 1 | Siemensa 840D① Doskonała zakrzywiona powierzchnia;②Pięcioosiowy pakiet procesów frezowania; ③ Karta pięcioosiowa; ④ Zapobiegaj upadkowi osi B; ⑤ Transmisja danych USB i Ethernet |
| 2 | Jednoczesna funkcja stukania |
| 3 | Śruba X/Y/Z z pustym układem chłodzenia |
| 4 | System kontroli temperatury wrzeciona/osi B |
| 5 | Zabezpieczenie przed przeciążeniem wrzeciona |
| 6 | Środowisko pracy APC z podwójną wymianą |
| 7 | Hydrauliczny układ hamulcowy osi B/C |
| 8 | Całkowicie zamknięta blacha |
| 9 | System blokady drzwi bezpieczeństwa |
| 10 | Automatyczne drzwi magazynu narzędzi |
| 11 | Automatyczny system smarowania smarem |
| 12 | Oświetlenie robocze LED |
| 13 | Cięcie śrubowe po obu stronach |
| 14 | System usuwania skrobaków bębna podnoszącego |
| 15 | System zraszaczy przestrzennych |
| 16 | układ chłodzenia |
| 17 | CTS (2MPA) |
| 18 | Standardowe narzędzia i skrzynki narzędziowe |
| Standardowe narzędzia i skrzynki narzędziowe |





