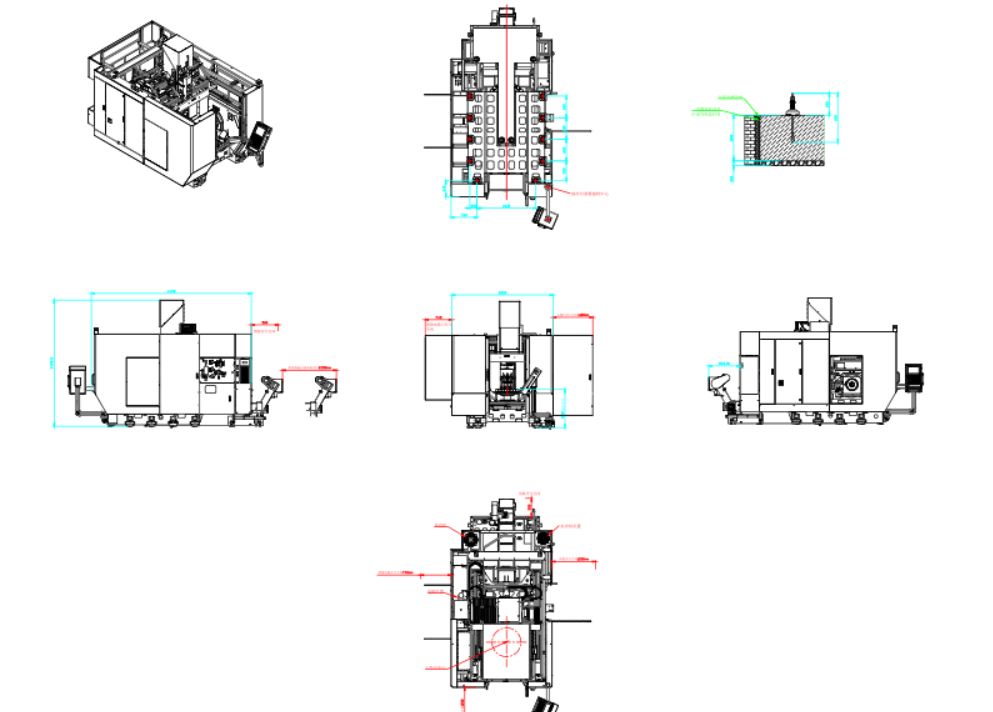
Szybkie, precyzyjne centrum obróbcze mostowe CBS800


1. Przegląd maszyny
CBS800 to szybkie, wydajne i precyzyjne 5-osiowe centrum obróbcze typu mostkowego, charakteryzujące się dużą sztywnością, dużą dokładnością i wysoką wydajnością. Cała maszyna została zaprojektowana na podstawie analizy elementów skończonych, aby zapewnić najlepszą ogólną stabilność.
Szybkie przemieszczenie w trzech osiach 48 M/min, czas wymiany narzędzia TT tylko 4 s, magazyn narzędzi przy pełnym obciążeniu 24-godzinna wymiana narzędzia bez alarmu Uruchomienie maszyny i każda maszyna próbna przetwarza próbkę 3 razy przez test elementu, aby upewnić się, że maszyna jest wydajna i ciągła stabilność po opuszczeniu fabryki. Nadaje się do wszelkiego rodzaju złożonych kształtów dwu- i trójwymiarowych modeli wklęsłych i wypukłych, które wymagają 5-osiowego połączenia do przetwarzania pierwotnego, a ponadto nadaje się zarówno do małych, jak i średnich partii produkcji wielogatunkowej, a także może wejść automatyczna linia do produkcji masowej.
Najnowszy system TNC640 firmy HEIDENHAIN z dużym 15-calowym wyświetlaczem LCD, inteligentnym wyświetlaczem ostrzegawczym i autodiagnostyką sprawia, że maszyna jest wygodniejsza w obsłudze i konserwacji; wielosegmentowa kontrola wstępnego odczytu jest szczególnie odpowiednia do szybkiego przetwarzania programów o dużej pojemności i obsługuje przesyłanie programów przez sieć i USB, co ułatwia szybką i wydajną transmisję programów o dużej pojemności oraz przetwarzanie online.
2.Główny parametr
| Przedmiot | Jednostka | specyfikacja | |
| Trevela | Przesuw osi X/Y/Z | mm | 800×900×560 |
| Odległość od końca wrzeciona do powierzchni stołu | mm | 110-670 | |
| Maksymalna odległość od środka wrzeciona do powierzchni stołu przy 90° osi A | mm | 560 | |
| Maksymalny zakres obróbki | mm | φ800*560 | |
| Gramofon z osią C
| Średnica powierzchni dysku | mm | Φ650 |
| Szerokość rowka T/klucza prowadzącego w gramofonie | mm | 14H7/25H7 | |
| Dopuszczalne obciążenie | kg | 350 | |
| Posuw trójosiowy | Szybkie przemieszczenie osi X/Y/Z | m/min | 48/48/48 |
| Prędkość posuwu cięcia | mm/min | 0-12000 | |
| wrzeciono | Dane techniczne wrzeciona (średnica montażu/metoda przeniesienia napędu) | mm | 170/wewnętrznie ukryte |
| Otwór stożkowy wrzeciona | mm | A63 | |
| Maksymalna prędkość wrzeciona | obr./min | 18000 | |
| Moc silnika wrzeciona (ciągła/S3 15%) | kW | 22/26 | |
| Moment obrotowy silnika wrzeciona (ciągły/S3 15%) | Nm | 56,8/70 | |
| Magazyn narzędzi | Pojemność magazynu narzędzi |
| 30T |
| Czas wymiany narzędzia (TT) | s | 4 | |
| Maks. średnica narzędzia | mm | 80/120 | |
| Maks. długość narzędzia | Mm | 300 | |
| Maks. waga narzędzia | kg | 8 | |
| Szyna prowadząca | Prowadnica osi X (rozmiar/liczba prowadnic) | mm | 452 |
| Prowadnica osi Y (rozmiar/liczba prowadnic) | 45/2 | ||
| Prowadnica osi Z (rozmiar/liczba prowadnic) | 35/2 | ||
|
Trzy osie | X ciąg silnika liniowego (ciągły/maksymalny) | N | 3866/10438 |
| Ciąg silnika liniowego Y (ciągły/maksymalny) | N | 3866/10438 | |
| Śruba osi Z | N | 2R40*20 (podwójny gwint) | |
|
Pięć osi | Prędkość znamionowa/maksymalna osi C | obr./min | 50/90 |
| Znamionowy/maksymalny moment skrawania osi C | Nm | 964/1690 | |
| Dokładność pozycjonowania/powtarzania osi A | sek. łuku | 10/6 | |
| Dokładność pozycjonowania/powtarzania osi C | sek. łuku | 8/4 | |
| Dokładność w trzech osiach
| Dokładność pozycjonowania | mm | 0,005/300 |
| Powtórz dokładność pozycjonowania | mm | 0,003/300 | |
| Układ smarowania
| Wydajność jednostki smarowania | L | 0,7 |
| Rodzaj smarowania |
| Smarowanie smarem | |
| Płyn do cięcia | Pojemność zbiornika na wodę | L | 300 |
| Obniżanie parametrów pompy |
| 0,32 MPa × 16 l/min | |
| inni | Zapotrzebowanie na powietrze | kg/c㎡ | ≥6 |
| Natężenie przepływu źródła powietrza | mm3/min | ≥0,5 | |
| Moc zasilacza | KVA | 45 | |
| Masa maszyny (łącznie) | t | 17 | |
| Wymiary (dł. × szer. × wys.) | mm | 2760×5470×3500 | |
3. Konfiguracja standardowa
| 序号 | Nazwa |
| 1 | Heidenhaine’a TNC640 |
| 2 | Funkcja jednoczesnego stukania |
| 3 | System w pełni zamkniętej pętli X/Y/Z/A/C |
| 4 | Sterowanie silnikiem z napędem bezpośrednim osi X/Y/C |
| 5 | Osiowy system kontroli temperatury X/Y/C |
| 6 | System kontroli temperatury wrzeciona |
| 7 | Zabezpieczenie przed przeciążeniem wrzeciona |
| 8 | Całkowicie zamknięta blacha |
| 9 | System bezpiecznego zamykania drzwi |
| 10 | Automatyczne drzwi magazynu narzędzi |
| 11 | Automatyczny system smarowania smarem |
| 12 | Oświetlenie robocze LED |
| 13 | Mechaniczne ustawienie narzędzi i urządzenie do ustawiania narzędzi (Medron) |
| 14 | System podnoszenia wiórów |
| 15 | System rozdmuchu obróbki |
| 16 | Peryferyjny system natryskowy |
| 17 | Układ chłodzenia |
| 18 | Standardowe narzędzie i skrzynka narzędziowa |