
BOSM -5020-5Z Wytaczarka z przeciwstawną głowicą
1.Wykorzystanie sprzętu:
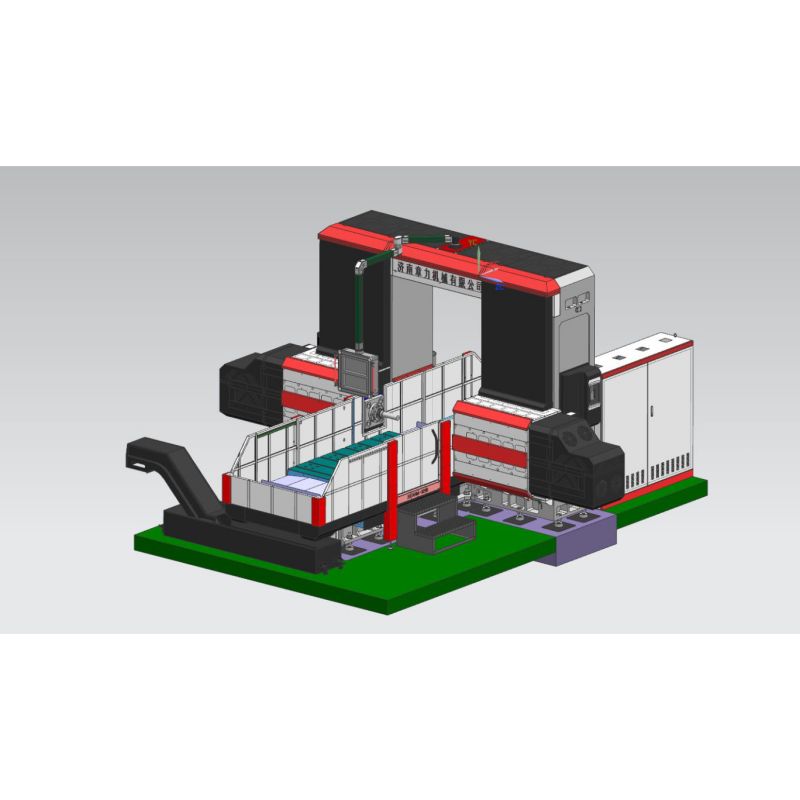
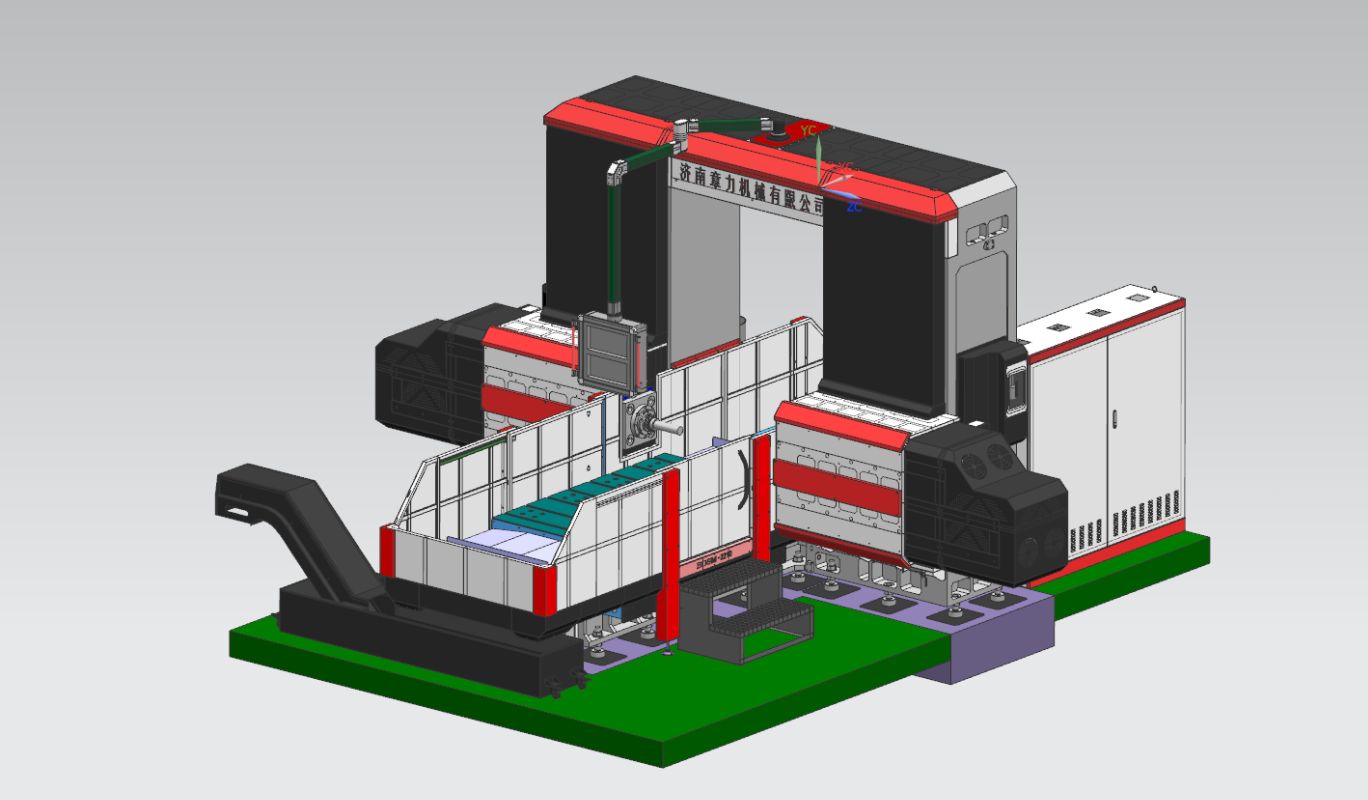
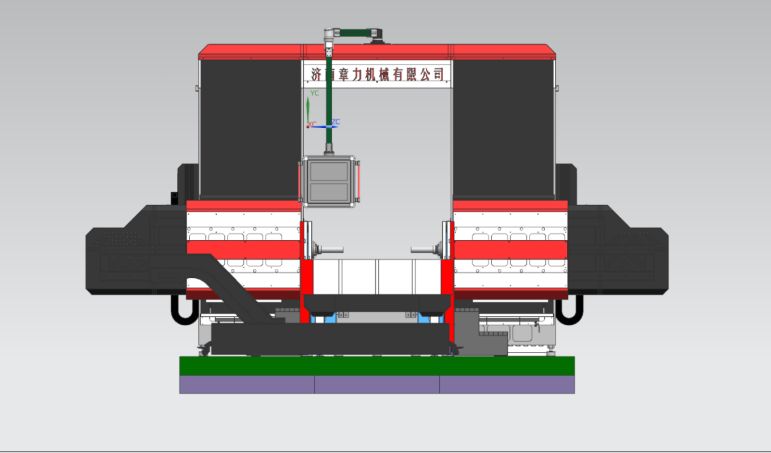
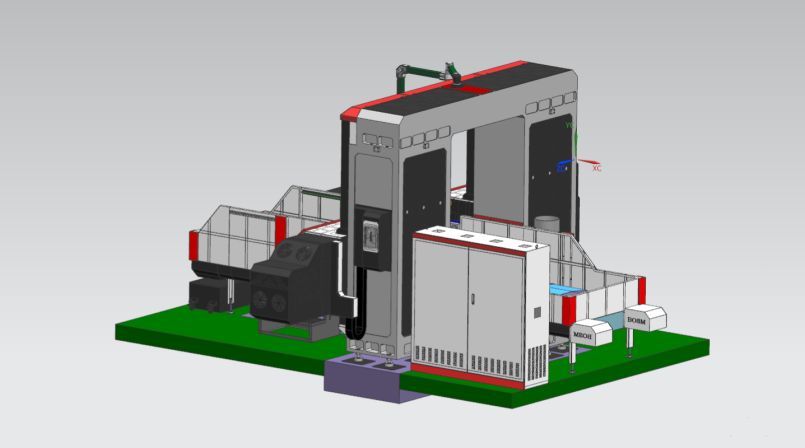
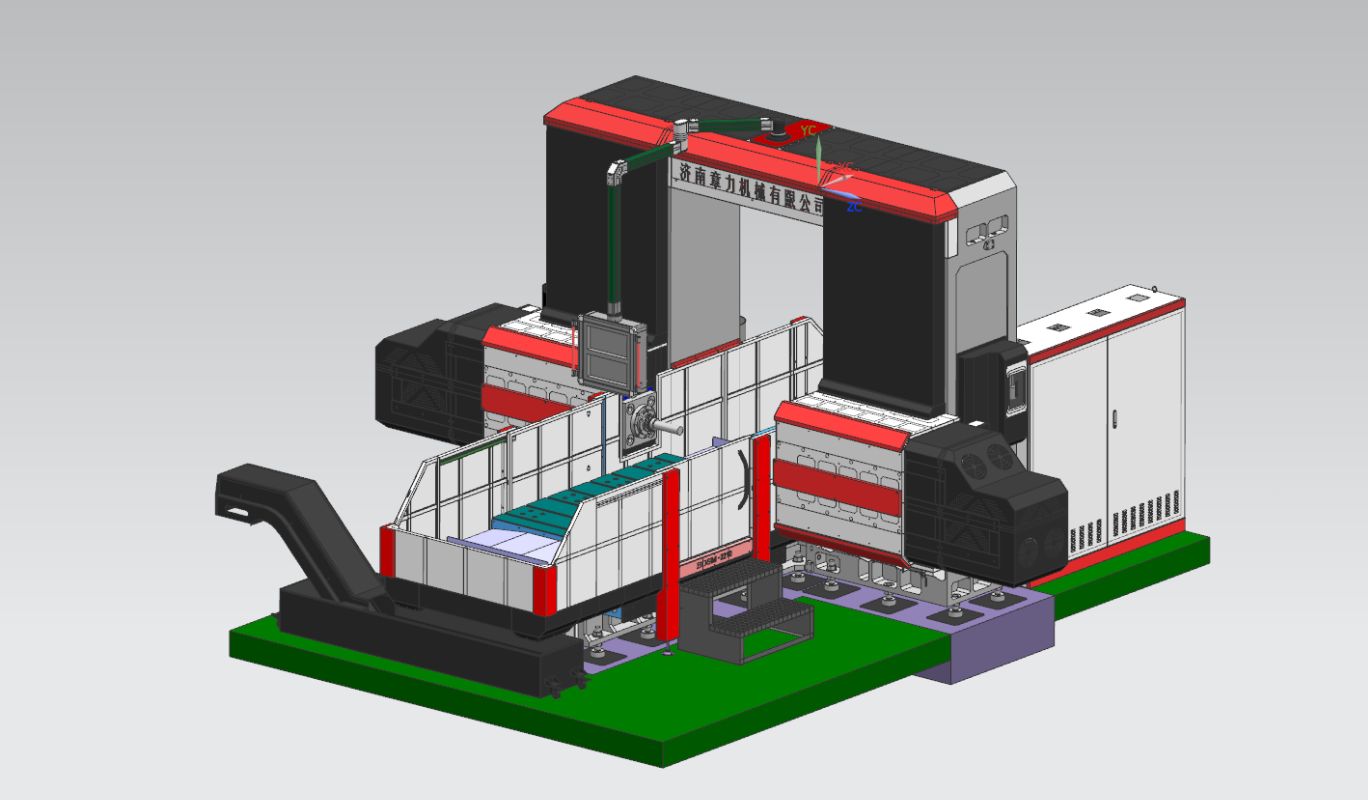
BOSM-5020-5Z Stół warsztatowy CNC mobilna dwukolumnowa wytaczarka i frezarka typu head-to-head to specjalna maszyna do maszyn inżynieryjnych do symetrycznych przedmiotów obrabianych.Maszyna wyposażona jest w specjalny ruchomy stół warsztatowy i dwa zestawy poziomych siłowników, które mogą wykonywać Wiercenie, frezowanie, wytaczanie i inną obróbkę przedmiotu w zakresie efektywnego skoku, przedmiot obrabiany może być obrabiany na miejscu w jednym czasie (nie ma potrzeby mocowanie wtórne), szybka prędkość załadunku i rozładunku, duża prędkość pozycjonowania, wysoka dokładność przetwarzania i wysoka wydajność przetwarzania.
2.Struktura wyposażenia:
2.1. Główne elementy Maszyny
Łóżko, stół warsztatowy, lewa i prawa kolumna, belki, belki łączące portal, siodła, siłowniki itp. Wykonane są z formowania piasku żywicznego, wysokiej jakości odlewu z żeliwa szarego 250, wyżarzanego w gorącym piaskowcu → starzenie wibracyjne → wyżarzanie w piecu → starzenie wibracyjne → obróbka zgrubna → starzenie wibracyjne → wyżarzanie w piecu → starzenie wibracyjne → wykończenie, całkowicie wyeliminuj negatywne naprężenia części i utrzymuj stabilne działanie części.Stałe łóżko, lewa i prawa kolumna, suwnica i stół warsztatowy są ruchome;Maszyna ma frezowanie, wytaczanie Cięcie, wiercenie, pogłębianie, gwintowanie i inne funkcje, metodą chłodzenia narzędzia jest chłodzenie zewnętrzne, Maszyna zawiera 5 osi posuwu, które mogą realizować 4-osiowe połączenie, 5-osiowe pojedyncze działanie, 2 głowice zasilające , Maszyna osiowa i Głowica napędowa jest pokazana na poniższym rysunku.
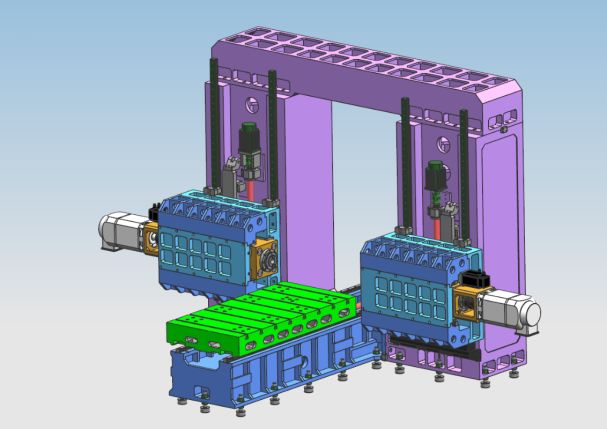
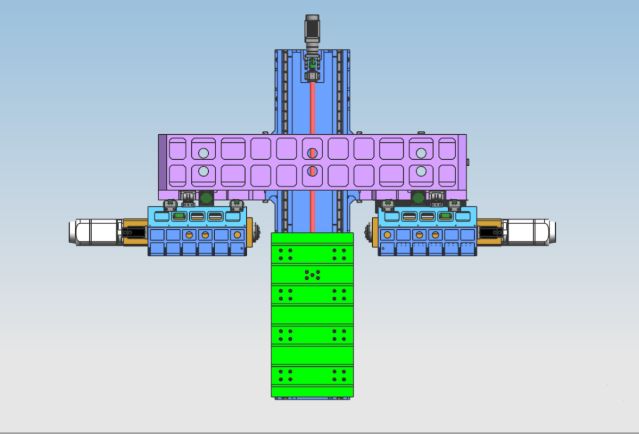
2.2. Główna konstrukcja osiowej części zasilającej przekładni
2.2.1.Oś X: Stół roboczy porusza się ruchem posuwisto-zwrotnym poprzecznie wzdłuż szyny prowadzącej nieruchomego łóżka.
Przekładnia osi X: serwosilnik prądu przemiennego i precyzyjny reduktor planetarny służą do napędzania stołu roboczego przez przekładnię śrubową kulową w celu realizacji ruchu liniowego osi X.
Forma szyny prowadzącej: ułożyć dwie precyzyjne prowadnice liniowe o wysokiej wytrzymałości
2.2.2.Oś Y1: Głowica napędowa i siłownik są zamontowane pionowo z przodu kolumny i poruszają się ruchem posuwisto-zwrotnym w lewo iw prawo wzdłuż szyny prowadzącej kolumny.
Przekładnia osi Y1: serwosilnik prądu przemiennego służy do napędzania śruby kulowej w celu napędzania siodełka w celu ruchu i realizacji ruchu liniowego osi Y1.
Forma szyny prowadzącej: 4 sztuki prowadnic liniowych typu 45.
2.2.3.Oś Y2: Drugi siłownik głowicy napędowej jest zainstalowany pionowo z przodu kolumny i porusza się ruchem posuwisto-zwrotnym w lewo iw prawo wzdłuż szyny prowadzącej kolumny.
Przekładnia osi Y2: serwosilnik prądu przemiennego służy do napędzania śruby kulowej w celu napędzania ruchu siodełka w celu realizacji ruchu liniowego osi Y1.
Forma szyny prowadzącej: 4 sztuki prowadnic liniowych typu 45


2.2.4.Oś Z1: Siodełko przesuwne głowicy napędowej jest zamontowane pionowo z przodu prawej kolumny i porusza się ruchem postępowo-zwrotnym w górę iw dół wzdłuż szyny prowadzącej kolumny.
Przekładnia osi Z1: Serwosilnik prądu przemiennego i precyzyjny reduktor planetarny służą do napędzania siłownika w celu poruszania się przez śrubę kulową w celu realizacji ruchu liniowego osi Z1.
Forma szyny prowadzącej: 2 prowadnice liniowe typu 65
2.2.5.Oś Z2: Suwak głowicy napędowej jest zainstalowany pionowo z przodu prawej kolumny i porusza się ruchem postępowo-zwrotnym w górę iw dół wzdłuż szyny prowadzącej kolumny.
Przekładnia osi Z1: serwosilnik prądu przemiennego oraz precyzyjny reduktor planetarny służą do napędzania siłownika w celu poruszania się przez śrubę kulową w celu realizacji ruchu liniowego osi Z2.
Forma szyny prowadzącej: 2 prowadnice liniowe typu 65

Wysokiej jakości kolumna odlewnicza HT250 2 sztuki wytrzymałych prowadnic liniowych typu 65
Głowica wytaczarsko-frezarska (w tym głowica 1 i 2) jest złożonym kwadratowym suwakiem, a kierunek ruchu prowadzony jest przez 4 liniowe prowadnice rolkowe.Napęd wykorzystuje serwosilnik AC do napędzania pary precyzyjnych śrub kulowych.Maszyna jest wyposażona w listwę równoważącą azot., Zmniejsz nośność głowicy maszyny na śrubę i silnik serwo.Silnik osi Z ma funkcję automatycznego hamowania.W przypadku awarii zasilania automatyczny hamulec przytrzyma mocno wał silnika tak, że nie będzie mógł się obracać.Podczas pracy, gdy wiertło nie dotyka przedmiotu obrabianego, będzie się szybko posuwać;gdy wiertło dotknie przedmiotu obrabianego, automatycznie przełączy się na posuw roboczy.Gdy wiertło wniknie w obrabiany przedmiot, automatycznie przełączy się na szybkie przewijanie;gdy koniec wiertła opuści przedmiot obrabiany i osiągnie ustawioną pozycję, przesunie się do następnej pozycji otworu, aby zrealizować automatyczny obieg.I może realizować funkcje wiercenia otworów nieprzelotowych, frezowania, fazowania, łamania wiórów, automatycznego usuwania wiórów itp., Co poprawia wydajność pracy.


Głowica napędowa złożonego kwadratowego suwaka o skoku 500 mm wykorzystuje prowadnice liniowe zamiast tradycyjnych wkładek, aby znacznie poprawić dokładność prowadzenia przy zachowaniu sztywności kwadratowego suwaka.
2.3. Usuwanie i chłodzenie wiórów
Po obu stronach pod stołem roboczym zainstalowane są spiralne i płaskie przenośniki wiórów, a wióry mogą być automatycznie przenoszone do przenośnika wiórów na końcu przez dwa etapy płyt spiralnych i łańcuchowych w celu realizacji cywilizowanej produkcji.W zbiorniku chłodziwa przenośnika wiórów znajduje się pompa chłodząca, której można użyć do zewnętrznego chłodzenia narzędzia, aby zapewnić wydajność i żywotność narzędzia, a chłodziwo można poddać recyklingowi.

3.W pełni cyfrowy system sterowania numerycznego:
3.1.Dzięki funkcji łamania wiórów czas łamania wiórów i cykl łamania wiórów można ustawić na interfejsie człowiek-maszyna.
3.2.Wyposażony w funkcję podnoszenia narzędzi, odległość podnoszenia narzędzia można ustawić na interfejsie człowiek-maszyna.Po osiągnięciu odległości narzędzie jest szybko podnoszone, następnie wióry są odrzucane, a następnie szybko przekazywane na powierzchnię wiercenia i automatycznie przestawiane do pracy.
3.3.Scentralizowana skrzynka sterownicza i jednostka ręczna przyjmują system sterowania numerycznego i są wyposażone w interfejs USB i wyświetlacz ciekłokrystaliczny LCD.Aby ułatwić programowanie, przechowywanie, wyświetlanie i komunikację, interfejs operacyjny ma takie funkcje, jak dialog człowiek-maszyna, kompensacja błędów i automatyczny alarm.
3.4.Sprzęt ma funkcję podglądu i ponownej kontroli pozycji otworu przed obróbką, a operacja jest bardzo wygodna.
4.Automatyczne smarowanie
Precyzyjne pary prowadnic liniowych maszyn, pary precyzyjnych śrub kulowych i inne pary precyzyjnych ruchów są wyposażone w automatyczne systemy smarowania.Automatyczna pompa smarująca wyprowadza olej pod ciśnieniem, a komora olejowa smarownicy ilościowej wchodzi do oleju.Po napełnieniu komory olejowej olejem, gdy ciśnienie w układzie wzrośnie do 1,4-1,75 MPa, wyłącznik ciśnieniowy w układzie zostaje zamknięty, pompa zatrzymuje się, a jednocześnie zawór odciążający zostaje odciążony.Gdy ciśnienie oleju w jezdni spadnie poniżej 0,2 MPa, smarownica ilościowa zaczyna napełniać punkt smarowania i kończy jedno napełnienie olejem.Dzięki dokładnemu doprowadzeniu oleju do ilościowego wtryskiwacza olejowego oraz wykrywaniu ciśnienia w układzie, zasilanie olejem jest niezawodne, zapewniając tworzenie się filmu olejowego na powierzchni każdej pary kinematycznej, zmniejszając tarcie i zużycie oraz zapobiegając uszkodzeniom wewnętrzną strukturę spowodowaną przegrzaniem., aby zapewnić dokładność i żywotność Maszyny.W porównaniu z parą prowadnic ślizgowych, para prowadnic liniowych tocznych zastosowana w tej maszynie ma szereg zalet:
① Czułość ruchu jest wysoka, współczynnik tarcia prowadnicy tocznej jest mały, tylko 0,0025 ~ 0,01, a moc napędowa jest znacznie zmniejszona, co odpowiada zaledwie 1/10 zwykłej maszyny.
② Różnica między tarciem dynamicznym i statycznym jest bardzo mała, a wydajność śledzenia jest doskonała, to znaczy odstęp czasu między sygnałem sterującym a działaniem mechanicznym jest bardzo krótki, co sprzyja poprawie szybkości reakcji i czułości system sterowania numerycznego.
③ Nadaje się do szybkiego ruchu liniowego, a jego chwilowa prędkość jest około 10 razy większa niż w przypadku przesuwnych szyn prowadzących.
④ Może realizować ruch bez przerw i poprawiać sztywność ruchu układu mechanicznego.
⑤Wyprodukowany przez profesjonalnych producentów, ma wysoką precyzję, dobrą wszechstronność i łatwą konserwację.
5.Inspekcja laserowa trójosiowa:
Każda maszyna firmy Bosman jest kalibrowana przez interferometr laserowy firmy RENISHAW w Wielkiej Brytanii w celu dokładnej kontroli i kompensacji błędu skoku, luzu, dokładności pozycjonowania, dokładności powtarzania pozycjonowania itp., aby zapewnić dynamiczną, statyczną stabilność i dokładność obróbki maszyna .Inspekcja pręta kulowego Każda maszyna wykorzystuje pręt kulowy brytyjskiej firmy RENISHAW do kalibracji rzeczywistej dokładności okręgu i dokładności geometrycznej maszyny oraz przeprowadzania eksperymentów związanych z cięciem kołowym w tym samym czasie, aby zapewnić dokładność obróbki 3D i dokładność kołową maszyny.


6.Środowisko użytkowania maszyny:
6.1.Wymagania dotyczące środowiska użytkowania sprzętu
Utrzymanie stałego poziomu temperatury otoczenia jest istotnym czynnikiem dla precyzyjnej obróbki.
(1) Dostępne wymagania dotyczące temperatury otoczenia to -10°C do 35°C, gdy temperatura otoczenia wynosi 20°C, wilgotność powinna wynosić od 40% do 75%.
(2) Aby utrzymać dokładność statyczną Maszyny w określonym zakresie, optymalna temperatura otoczenia powinna wynosić od 15°C do 25°C, a różnica temperatur nie powinna przekraczać ±2°C/24h.
6.2.Napięcie zasilania: 3 fazy, 380V, w zakresie ±10% wahań napięcia, częstotliwość zasilania: 50HZ.
6.3.Jeżeli napięcie w obszarze użytkowania jest niestabilne, Maszyna powinna być wyposażona w stabilizowane źródło zasilania w celu zapewnienia normalnej pracy Maszyny.
6.4.Maszyna powinna mieć niezawodne uziemienie: przewód uziemiający to drut miedziany, średnica przewodu nie powinna być mniejsza niż 10 mm², a rezystancja uziemienia powinna być mniejsza niż 4 omy.
6.5.Aby zapewnić normalną wydajność pracy sprzętu, jeśli sprężone powietrze źródła powietrza nie może spełnić wymagań źródła powietrza, przed wlotem powietrza należy dodać zestaw urządzeń do oczyszczania źródła powietrza (osuszanie, odtłuszczanie, filtrowanie) Maszyny.
6.6.Trzymaj sprzęt z dala od bezpośredniego światła słonecznego, źródeł wibracji i ciepła, generatorów wysokiej częstotliwości, spawarek elektrycznych itp., aby uniknąć awarii produkcji maszyny lub utraty dokładności maszyny.
7.Parametry techniczne:
| Model | 5020-5Z | |
| Maksymalny rozmiar przedmiotu obrabianego | Długość × szerokość × wysokość (mm) | 5000×2000×2500 |
| Maksymalny posuw suwnicy | Szerokość (mm) | 2300 |
| rozmiar biurka | Długość X Szerokość (mm) | 5000*2000 |
| Podróż stołowa | Stół warsztatowy porusza się tam iz powrotem (mm) | 5000 |
| Podwójny siłownik podnoszenia w górę iw dół | Skok tłoka w górę iw dół (mm) | 2500 |
| Pozioma głowica wiertarska typu baranowego jeden dwa | Ilość (2) | 2 |
| Pozioma głowica wiertarska typu baranowego jeden dwa | Stożek wrzeciona | BT50 |
| Prędkość wrzeciona (r/min) | 30 ~ 5000 | |
| Moc silnika wrzeciona serwo (kw) | 37*2 | |
| Odległość między środkami końcówek dwóch wrzecion (mm) | 1500-2500 mm | |
| Lewy i prawy skok pojedynczego siłownika (mm) | 500 | |
| Lewy i prawy skok podwójnego siłownika (mm) | 1000 | |
| Dwukierunkowa dokładność pozycjonowania | 300mm * 300mm | ±0,025 |
| Dwukierunkowa powtarzalna dokładność pozycjonowania | 300mm * 300mm | ±0,02 |
| Masa brutto (t) | (około) 55 | Masa brutto (t) |






