GM5X-N 5-osiowa szlifierka CNC
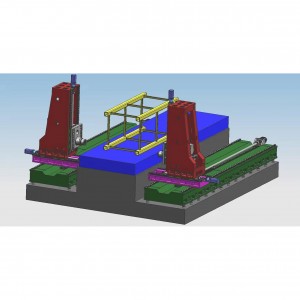
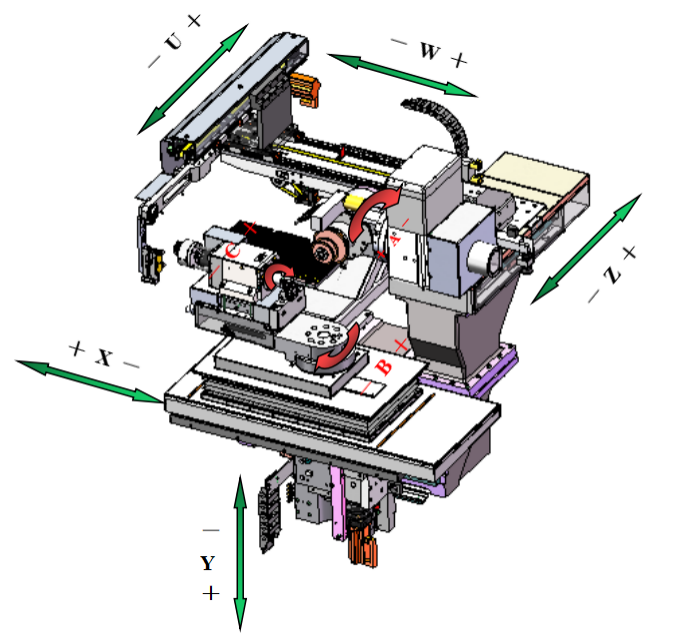
Mschemat strukturymaszyny
Zakres zastosowania
Maszyna ta produkuje frezy palcowe i wiertła, odpowiednie do obróbki twardych materiałów stopowych i stali szybkotnącej.
Cykle wytwarzania i ponownego szlifowania narzędzi
1. Frezy trzpieniowe standardowe: rowkowanie, łopatkowanie, ostrzenie pod kątem, ostrzenie dolnej krawędzi, digitalizacja, reszlifowanie.
2. Wiertło standardowe: dłutowanie, redukcja średnicy zewnętrznej, ostrzenie wierzchołka, digitalizacja i szlifowanie.
1. Dane techniczne
| № | Treść | Wymóg | Numer | Jednostka |
| 1.1 | Wymiary przedmiotu obrabianego | |||
| 1.1.1 | Długość mocowania | ≤ | 230 | mm |
| 1.1.2 | Średnica mocowania | między | 2-20 | mm |
| 1.1.3 | Długość szlifowania | ≤ | 150 | mm |
| 1.1.4 | Średnica szlifowania | między | 0,2-12 | mm |
| 1.2 | Wrzeciono szlifierskie | |||
| 1.2.1 | Typ napędu | Dokładny | napęd bezpośredni | - |
| 1.2.2 | Moc | moc znamionowa | 13.6 | kW |
| 1.2.3 | Chłodzenie | Dokładny | Chłodzony olejem | - |
| 1.2.4 | Kontrola prędkości ściernicy | Dokładny | Bezstopniowa prędkość | - |
| 1.2.5 | Prędkość | między | 0-10000 | obr./min |
| 1.2.6 | Liczba wrzecionowych głowic szlifierskich | Dokładny | 2 | szt |
| 1.3 | Koło szlifierskie | |||
| 1.3.1 | Średnica | ≤ | 150 | mm |
| 1.3.2 | Maksymalna liczba ściernic na wrzeciono | ≤ | 4 | szt |
| 1.3.3 | Średnica wrzeciona ściernic | Dokładny | 25 | mm |
| 1.3.4 | Sterowane programowo doprowadzenie chłodziwa | Dokładny | Tak | - |
| 1.3.5 | Liczba dysz chłodziwa | ≥ | 3 | szt |
| 1.4 | System mocowania przedmiotu obrabianego | |||
| 1.4.1 | System mocowania | Dokładny | Hydrauliczny, automatyczny | - |
| 1.4.2 | Tuleja zaciskowa | Dokładny | SCHAUBLIN W20 | - |
| 1.4.3 | Typ napędu | Dokładny | napęd bezpośredni | - |
| 1,5 | Parametry osi | |||
| 1.5.1 | Typ | Dokładny | liniowy | - |
| 1.5.2 | Przesuw w osi X | ≤ | 280 | mm |
| 1.5.3 | Przesuw w osi Z | ≤ | 130 | mm |
| 1.5.4 | Przesuw w osi Y | ≤ | 230 | mm |
| 1.5.5 | Rozdzielczość osi XYZ | Dokładny | 0,0001 | mm |
| 1.5.6 | Prędkość osi XYZ | ≤ | 10 | m/min |
| 1.5.7 | Podróż w osi A | ≤ | 360 | stopień |
| 1.5.8 | Rozdzielczość osi A | Dokładny | 0,0001 | stopień |
| 1.5.9 | Prędkość osi A | ≤ | 300 | obr./min |
| 1.5.10 | Podróż w osi B | ± | 210 | stopnie |
| 1.5.11 | Prędkość osi B | ≤ | 12 | obr./min |
| 1.6 | System załadunku i rozładunku | |||
| 1.6.1 | System załadunku i rozładunku | Dokładny | Ramię robota typu kratownicowego | - |
| 1.6.2 | Liczba tac | Dokładny | 2 | szt |
| 1.6.3 | Automatyczny załadunek i rozładunek średnicy detalu | Między | 2-12 | mm |
| 1.6.4 | Automatyczny załadunek i rozładunek długości detalu | ≤ | 40-200 | mm |
| 1.6.5 | Maksymalna liczba detali | ≤ | 300 | szt |
| 1.6.6 | Oprogramowanie | Dokładny | Tak | - |
| 1.7 | Inne komponenty | |||
| 1.7.1 | Możliwość wykrywania detali na obrabiarkach | Dokładny | Tak | - |
| 1.7.2 | Centralny, automatyczny układ smarowania | Dokładny | Tak |
|
| 1.7.3 | Trójkolorowa lampka sygnalizacyjna | Dokładny | Tak | - |
| 1.8 | Fakultatywny | |||
| 1.8.1 | Urządzenia do oddzielania mgły olejowej | Dokładny | Fakultatywny | - |
| 1.9 | Kontrola | |||
| 1.9.1 | System sterowania | Dokładny | NUM-Flexium+68 | - |
| 1.9.2 | Panel operacyjny | Dokładny | Ekran dotykowy | - |
| 1.9.3 | Cyfrowa oś sterująca | Dokładny | Tak | - |
| 1.9.4 | Kolorowy wyświetlacz | Dokładny | Tak | - |
| 1.9.5 | Rozmiar wyświetlacza | Dokładny | 19 | cal |
| 1.10 | Moduł oprogramowania do szlifowania narzędzi | |||
| 1.10.1 | Proste frezy | Dokładny | Tak | - |
| 1.10.2 | Proste ćwiczenia | Dokładny | Tak | - |
| 1.10.3 | Tryb automatycznego wykrywania sondy | Dokładny | Tak | - |
| 1.11 | Parametry elektryczne sprzętu | |||
| 1.11.1 | Woltaż | Dokładny | 380±10% | V |
| 1.11.2 | Częstotliwość | Dokładny | 50±10% | Hz |
| 1.11.3 | Moc | ≤ | 25 | KW |
| 1.12 | Wymiary | |||
| 1.12.1 | Długość | ≤ | 2 000 | mm |
| 1.12.2 | Szerokość | ≤ | 2 800 | mm |
| 1.12.3 | Wysokość | ≤ | 2 200 | mm |
| 1.12.4 | Jakość | ≤ | 4 750 | kg |
2. Standardowa lista konfiguracji
| № | Treść | Model | Marka | Numer | ||
| 2.1 | Obrabiarka | |||||
| 2.1.1 | Konfiguracja osi X | |||||
| 2.1.1.1 | - Pręt śrubowy | Dostosowane | NSK | 1 szt | ||
| 2.1.1.2 | - Kolej | 1×MR25-A2-760-20-20-G2-V2+BRK+SOSPL | SCHNEEBERGERA | 2 szt | ||
| 2.1.1.3 | - Skala optyczna | LC483-370 | HEIDENHAIN | 1 szt | ||
| 2.1.2 | Konfiguracja osi Y | |||||
| 2.1.2.1 | - Pręt śrubowy | Dostosowane | NSK | 1 szt | ||
| 2.1.2.2 | - Kolej | 1×MR35-C2-600-20-20-G2-V2+MRK | SCHNEEBERGERA | 2 szt | ||
| 2.1.2.3 | - Skala optyczna | LC483-370 | HEIDENHAIN | 1 szt | ||
| 2.1.3 | Konfiguracja osi Z | |||||
| 2.1.3.1 | - Pręt śrubowy | Dostosowane | NSK | 1 szt | ||
| 2.1.3.2 | - Kolej | 1×MR25-A2-850-20-20-G2-V2+BRK+SOSPL | SCHNEEBERGERA | 2 szt | ||
| 2.1.3.3 | - Skala optyczna | LC483-370 | HEIDENHAIN | 1 szt | ||
| 2.1.4 | Konfiguracja osi C | |||||
| 2.1.4.1 | - Enkoder kąta | ECN113 | HEIDENHAIN | 1 szt | ||
| 2.1.4.2 | - Silnik z napędem bezpośrednim | MSP-1000-2-002-158 | EMB | 1 szt | ||
| 2.1.5 | Gramofon z osią B | WDC-C180 | GuTian | 1 szt | ||
| 2.1.5 | Gramofon z osią A | WDC-C200L | GuTian | 1 szt | ||
| 2.1.6 | Wrzeciono elektryczne z podwójną głowicą z magnesami trwałymi | Moc znamionowa 7,1 kW | Chuangyun | 1 szt | ||
| 2.1.7 | Dwuosiowy manipulator kratownicowy | - | Chuangyun | 1 szt | ||
| 2.1.8 | Taca | 148-LP-D4 | Chuangyun | 2 szt | ||
| 2.1.9 | Taca | 148-LP-D6 | Chuangyun | 2 szt | ||
| 2.1.10 | Taca | 148-LP-D8 | Chuangyun | 2 szt | ||
| 2.1.11 | Szczęka zaciskowa | D0,5-3,2/D3,0-7,0/D7-13 | Chuangyun | 1 zestaw | ||
| 2.1.12 | Precyzyjny blok V | (3-5) | Chuangyun | 1 szt | ||
| 2.1.13 | Precyzyjny blok V | (5-7) | Chuangyun | 1 szt | ||
| 2.1.14 | Precyzyjny blok V | (6-12) | Chuangyun | 1 szt | ||
| 2.1.15 | Oprawka | D4W20 (80-00004) | SCHAUBLIN | 1 szt | ||
| 2.1.16 | Sonda | TS150 | HEIDENHAIN | 1 szt | ||
| 2.1.17 | Pręt ściernicy (długi) | 119×∅31,75×∅96 mm | Chuangyun | 1 szt | ||
| 2.1.18 | Pręt ściernicy (krótki) | 87×∅31,75×∅96 mm | Chuangyun | 1 szt | ||
| 2.1.19 | Klimatyzacja | - | JUEDE | 1 szt | ||
| 2.1.20 | Trójkolorowa lampka sygnalizacyjna | DC24V | Schneidera | 1 szt | ||
| 2.1.21 | Przepływomierz | SI5000 | IFM | 1 szt | ||
| 2.1.22 | Zasilanie specyficzne dla napędu | 15KW | NOWYCOM | 1 szt | ||
| 2.1.23 | Grupa zaworów elektromagnetycznych | M4GE280R-CX-E20D-5-3 | PChN | 1 zestaw | ||
| 2.1.24 | Automatyczny układ smarowania osi X, Y, Z | - | Tajwan | 1 zestaw | ||
| 2.2 | Konfiguracja systemu CNC | |||||
| 2.2.1 | BOXPC | FXPC004NN1HNR10 | NUM | 1 szt | ||
| 2.2.2 | Filtr mocy | AGOFIL024A | NUM | 1 szt | ||
| 2.2.3 | Filtr mocy | AGOFIL001S | NUM | 1 szt | ||
| 2.2.4 | Opór | AGORES008 | NUM | 1 szt | ||
| 2.2.5 | Główne zasilanie systemu | MDLL3015N00AN0I | NUM | 1 szt | ||
| 2.2.6 | Sterownik serwa | MDLUX021B1CAN0I | NUM | 4szt | ||
| 2.2.7 | Serwomotor osi B | SPX1262N5IA2L02 | NUM | 1 szt | ||
| 2.2.8 | Silnik osi A | MDLUX014B1CAN0I | NUM | 1 szt | ||
| 2.2.9 | Serwomotor osi Y | SPX0751V5IF2L02 | NUM | 1 szt | ||
| 2.2.10 | Serwomotor osi X/Z | MDLUX014B1CAN0I | NUM | 2 szt | ||
| 2.2.11 | Sterownik serwo osi U/W | SPX0952N5IA2L02 | NUM | 2 szt | ||
| 2.2.12 | Serwomotor osi V | MDLUX014B1CAN0I | NUM | 1 szt | ||
| 2.2.13 | Łącznik | SPX0751V5IA2L02 | NUM | 1 szt | ||
| 2.2.14 | Wejście | SPX0751V5IA2L02 | NUM | 2 szt | ||
| 2.2.15 | Wyjście | EK1100 | NUM | 2 szt | ||
| 2.2.16 | Moduł wejść analogowych | CTMT1809 | NUM | 1 szt | ||
| 2.2.17 | Terminatora | CTMT2809 | NUM | 1 szt | ||
| 2.2.18 | Panel operacyjny | CTMT3162 | NUM | 1 szt | ||
| 2.2.19 | NCK | CTMT9011 | NUM | 1 szt | ||
| 2.2.20 | NCK | FXHE02ARE2HE000 | NUM | 1 szt | ||
| 2.2.21 | NCK | FXP2101200 | NUM | 1 szt | ||
| 2.2.22 | NCK | FXSO200061 | NUM | 1 szt | ||
| 2.2.23 | NCK | FXSV994100 | NUM | 1 szt | ||
| 2.2.24 | NCK | FXSO100006 | NUM | 1 szt | ||
| 2.2.25 | NCK | FXSO100008 | NUM | 1 szt | ||
| 2.2.26 | NCK | FXSO100375 | NUM | 1 szt | ||
| 2.2.27 | NCK | FXSO100392 | NUM | 1 szt | ||
| 2.2.28 | NCK | FXPA000586 | NUM | 1 szt | ||
| 2.2.29 | NCK | FXSW282122 | NUM | 1 szt | ||
| 2.2.30 | NCK | FXSW282124 | NUM | 1 szt | ||
| 2.2.31 | NCK | FXSO100012 | NUM | 1 szt | ||
| 2.3 | Standardowa konfiguracja oprogramowania do szlifowania narzędzi | |||||
| 2.3.1 | Prosty frez | Chuangyun samodzielnie się rozwinął | 1 szt | |||
| 2.3.2 | Proste wiertło | Chuangyun samodzielnie się rozwinął | 1 szt | |||
| 2.3.3 | Sprawdzanie kolizji 3D z symulacją maszyny 3D | Chuangyun samodzielnie się rozwinął | 1 szt | |||
| 2.3.4 | Symulacja narzędzia 3D | Chuangyun samodzielnie się rozwinął | 1 szt | |||
| 2.3.5 | Automatyczne wykrywanie sondy | Chuangyun samodzielnie się rozwinął | 1 szt | |||