BOSM -6010 Wytaczarka z przeciwstawną głowicą


1. Korzystanie z maszyny:
BOSM-6000 * 1000 suwnica CNC z podwójną kolumną i frezarką typu head-to-head jest specjalną obrabiarką do obróbki ramion / drążków koparki.Poduszka, może realizować szybką obróbkę przedmiotu obrabianego, przedmiot obrabiany można wiercić, frezować i wytaczać w efektywnym zakresie skoku, przedmiot obrabiany można obrabiać w jednym czasie (bez potrzeby dodatkowego mocowania), prędkość załadunku i rozładunku jest szybki, prędkość pozycjonowania jest szybka, a dokładność przetwarzania jest wysoka.Wysoka, wysoka wydajność przetwarzania.
2.Struktura maszynowacechy:
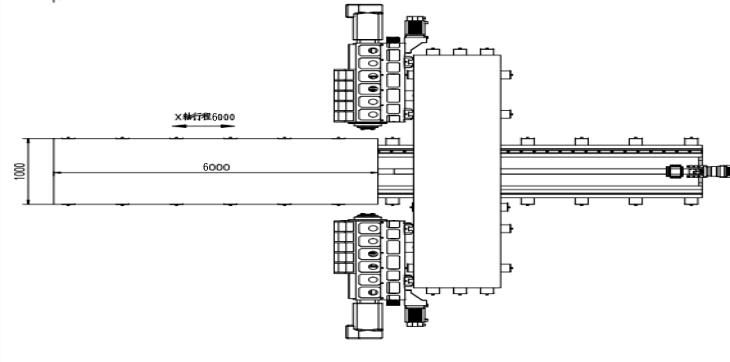
Główne elementy obrabiarki: łoże, stół warsztatowy, lewa i prawa kolumna, belki, belki łączące portal, siodła, siłowniki itp., duże części wykonane z odlewu z piasku żywicznego, wysokiej jakości odlew z żeliwa szarego 250, wyżarzany na gorąco piaskownica → starzenie wibracyjne → obróbka cieplna Wyżarzanie w piecu → starzenie wibracyjne → obróbka zgrubna → starzenie wibracyjne → wyżarzanie w gorącym piecu → starzenie wibracyjne → wykończenie, całkowicie wyeliminuj ujemne naprężenia części i utrzymuj stabilne działanie części.Stałe łóżko, lewa i prawa kolumna, suwnica i stół warsztatowy są ruchome;Posiada funkcje frezowania, wytaczania, wiercenia, pogłębiania, gwintowania itp. Metodą chłodzenia narzędzia jest chłodzenie zewnętrzne.Obrabiarka zawiera 5 osi posuwu, które mogą realizować 4-osiowe połączenie i 5-osiowe pojedyncze działanie.Istnieją 2 głowice mocy.Oś obrabiarki i głowicy napędowej pokazano na poniższym rysunku.


2.1Główna konstrukcja osiowej części zasilającej przekładni
2.1.1. oś X:Stół roboczy porusza się ruchem posuwisto-zwrotnym poprzecznie wzdłuż szyny prowadzącej łóżka stałego.
Napęd X 1-osiowy: serwosilnik prądu zmiennego oraz precyzyjny reduktor planetarny są napędzane śrubą kulową w celu napędzania ruchu stołu warsztatowego w celu realizacji ruchu liniowego osi X
Forma szyny prowadzącej: ułożyć dwie precyzyjne prowadnice liniowe o wysokiej wytrzymałości.
2.1.2 oś Z1:Głowica napędowa i siodło są zamontowane pionowo z przodu kolumny i poruszają się ruchem posuwisto-zwrotnym w górę iw dół wzdłuż szyny prowadzącej kolumny.
Przekładnia osi Z1: serwosilnik prądu przemiennego i koło synchroniczne służą do napędzania śruby kulowej w celu napędzania siodełka w celu realizacji ruchu liniowego osi Z
2.1.3 oś Z2:Głowica napędowa i siodło są zamontowane pionowo z przodu kolumny i poruszają się ruchem posuwisto-zwrotnym w górę iw dół wzdłuż szyny prowadzącej kolumny.
Przekładnia osi Z2: Serwosilnik prądu przemiennego i koło synchroniczne służą do napędzania śruby kulowej w celu napędzania siodełka w celu realizacji ruchu liniowego osi Z.
2.1.4 oś Y1:Siodełko głowicy napędowej jest zamontowane pionowo z przodu prawej kolumny i porusza się ruchem posuwisto-zwrotnym w lewo i w prawo wzdłuż szyny prowadzącej kolumny.
Przekładnia osi Y1: serwosilnik prądu przemiennego oraz precyzyjny reduktor planetarny służą do napędzania siłownika w celu poruszania się przez śrubę kulową w celu realizacji ruchu liniowego osi Y1
2.1,5 oś Y2:Siodełko głowicy napędowej jest zamontowane pionowo z przodu prawej kolumny i porusza się ruchem posuwisto-zwrotnym w lewo i w prawo wzdłuż szyny prowadzącej kolumny.
Przekładnia osi Y2: Silnik serwo prądu zmiennego oraz precyzyjny reduktor planetarny służą do napędzania siłownika w celu poruszania się przez śrubę kulową w celu realizacji ruchu liniowego osi Y2.
2.2 Kierunek ruchu głowicy wiertniczej i frezarskiej (w tym głowicy 1 i 2) jest prowadzony przez 4 pary liniowych prowadnic rolkowych, a napęd przyjmuje serwosilnik prądu przemiennego do napędzania paska synchronicznego (i = 2) i precyzyjnej kuli przekładnia pary śrub.Głowica zasilająca przyjmuje serwomechanizm Silnik jest zwalniany przez pas synchroniczny i koło synchroniczne, prowadzony przez parę precyzyjnych szyn prowadzących o dużej wytrzymałości i napędza pionową śrubę kulową, aby obracać się, aby zrealizować pionowy ruch głowicy napędowej.Jest również wyposażony w pręt równoważący azot, aby zmniejszyć łeb do śruby i serwomotor.Silnik osi Z ma funkcję automatycznego hamowania.W przypadku awarii zasilania automatyczny hamulec przytrzyma mocno wał silnika tak, że nie będzie mógł się obracać.Podczas pracy, gdy wiertło nie dotyka przedmiotu obrabianego, będzie się szybko posuwać;gdy wiertło dotknie przedmiotu obrabianego, automatycznie przełączy się na posuw roboczy.Gdy wiertło wniknie w obrabiany przedmiot, automatycznie przełączy się na szybkie przewijanie;gdy koniec wiertła opuści obrabiany przedmiot i osiągnie ustawioną pozycję, stół roboczy przesunie się do następnej pozycji otworu, aby zrealizować automatyczny obieg.Głowica zasilająca przyjmuje połączenie drutu i twardej szyny, co nie tylko zapewnia prędkość jazdy sprzętu, ale także znacznie zwiększa sztywność sprzętu.I może realizować funkcje wiercenia otworów nieprzelotowych, frezowania, fazowania, łamania wiórów, automatycznego usuwania wiórów itp., Co poprawia wydajność pracy.

(lewa głowica zasilająca)
2.3. Usuwanie i chłodzenie wiórów
Po obu stronach pod stołem roboczym zainstalowane są spiralne i płaskie przenośniki wiórów, a wióry mogą być automatycznie odprowadzane do przenośnika wiórów na końcu przez dwa etapy płyt spiralnych i łańcuchowych w celu realizacji cywilizowanej produkcji.W zbiorniku chłodziwa przenośnika wiórów znajduje się pompa chłodząca, której można użyć do zewnętrznego chłodzenia narzędzia, aby zapewnić wydajność wiercenia i żywotność wiertła, a chłodziwo można poddać recyklingowi.
3. W pełni cyfrowy system sterowania numerycznego:
3.1.Dzięki funkcji łamania wiórów czas łamania wiórów i cykl łamania wiórów można ustawić na interfejsie człowiek-maszyna.
3.2.Dzięki funkcji podnoszenia narzędzi wysokość podnoszenia narzędzia można ustawić na interfejsie człowiek-maszyna.Gdy wiercenie osiągnie tę wysokość, wiertło jest szybko podnoszone do góry przedmiotu obrabianego, a następnie wióry są wyrzucane, a następnie szybko przekazywane na powierzchnię wiercenia i automatycznie konwertowane do pracy.
3.3.Scentralizowana skrzynka sterownicza i jednostka podręczna przyjmują system sterowania numerycznego i są wyposażone w interfejs USB i wyświetlacz ciekłokrystaliczny LCD.Aby ułatwić programowanie, przechowywanie, wyświetlanie i komunikację, interfejs operacyjny ma takie funkcje, jak dialog człowiek-maszyna, kompensacja błędów i automatyczny alarm.
3.4.Sprzęt ma funkcję podglądu i ponownej kontroli pozycji otworu przed obróbką, a operacja jest bardzo wygodna.
3.5.Automatyczne smarowanie
Precyzyjne pary prowadnic liniowych obrabiarek, pary precyzyjnych śrub kulowych i inne pary precyzyjnych ruchów są wyposażone w automatyczne systemy smarowania.Automatyczna pompa smarująca wyprowadza olej pod ciśnieniem, a komora olejowa smarownicy ilościowej wchodzi do oleju.Po napełnieniu komory olejowej olejem, gdy ciśnienie w układzie wzrośnie do 1,4-1,75 MPa, wyłącznik ciśnieniowy w układzie zostaje zamknięty, pompa zatrzymuje się, a jednocześnie zawór odciążający zostaje odciążony.Gdy ciśnienie oleju w jezdni spadnie poniżej 0,2 MPa, smarownica ilościowa zaczyna napełniać punkt smarowania i kończy jedno napełnienie olejem.Dzięki dokładnemu doprowadzeniu oleju do ilościowego wtryskiwacza olejowego oraz wykrywaniu ciśnienia w układzie, zasilanie olejem jest niezawodne, zapewniając tworzenie się filmu olejowego na powierzchni każdej pary kinematycznej, zmniejszając tarcie i zużycie oraz zapobiegając uszkodzeniom wewnętrzną strukturę spowodowaną przegrzaniem., aby zapewnić dokładność i żywotność obrabiarki.W porównaniu z parą prowadnic ślizgowych, para prowadnic liniowych tocznych zastosowana w tej obrabiarce ma szereg zalet:
① Czułość ruchu jest wysoka, współczynnik tarcia prowadnicy tocznej jest mały, tylko 0,0025 ~ 0,01, a moc napędowa jest znacznie zmniejszona, co odpowiada zaledwie 1/10 zwykłej maszyny.
② Różnica między tarciem dynamicznym i statycznym jest bardzo mała, a wydajność śledzenia jest doskonała, to znaczy odstęp czasu między sygnałem sterującym a działaniem mechanicznym jest bardzo krótki, co sprzyja poprawie szybkości reakcji i czułości system sterowania numerycznego.
③ Nadaje się do szybkiego ruchu liniowego, a jego chwilowa prędkość jest około 10 razy większa niż w przypadku przesuwnych szyn prowadzących.
④ Może realizować ruch bez przerw i poprawiać sztywność ruchu układu mechanicznego.
⑤Wyprodukowany przez profesjonalnych producentów, ma wysoką precyzję, dobrą wszechstronność i łatwą konserwację.

4. Środowisko użytkowania maszyny:
Zasilanie: trójfazowe AC380V ± 10% , 50Hz ± 1 Temperatura otoczenia: 0° ~ 45°

5. Głównyparametry techniczne:
| Model | BOSM6010 | |
| Maksymalny rozmiar przedmiotu obrabianego | Długość × szerokość × wysokość (mm) | 6000×1000×1500 |
| Maksymalny posuw suwnicy | Szerokość (mm) | 1300 |
| rozmiar biurka | Długość X Szerokość (mm) | 6000*1000 |
|
Głowica wiertarska pozioma typu bijakowego głowa mocy jeden dwa
| Ilość (2) | 2 |
| Stożek wrzeciona | BT50 | |
| Średnica wiercenia (mm) | Φ2-Φ60 | |
| Średnica gwintowania (mm) | M3-M30 | |
| Prędkość wrzeciona (r/min) | 30 ~ 6000 | |
| Moc silnika wrzeciona serwo (kw) | 37 | |
| Odległość końcówki pojedynczego wrzeciona od środka stołu (mm) | 150-650 | |
| Odległość środka końcówki podwójnego wrzeciona (mm) | 300-1300 | |
| Lewy i prawy skok pojedynczego suwaka (mm) | 500 | |
| Odległość między środkiem stempla a płaszczyzną stołu (mm) | 200-1700 | |
| Skok tłoka w górę iw dół (mm) | 1500 | |
| Powtarzalność | 300mm * 300mm | ±0,02 |
| Wymiary obrabiarek | Długość × szerokość × wysokość (mm) | według rysunków |
| Masa brutto (t) | (w przybliżeniu) 36 | |
Powyższe parametry są wstępnymi parametrami projektowymi.W rzeczywistym projekcie mogą wystąpić zmiany zgodnie z wymaganiami przetwarzania przedmiotu obrabianego i wymaganiami projektowymi obrabiarki, aby spełnić wymagania części przetwarzających Twoją firmę.