BOSM -4Z2000 Wysokoobrotowa wiertarko-frezarka CNC
1. Użycie sprzętu:
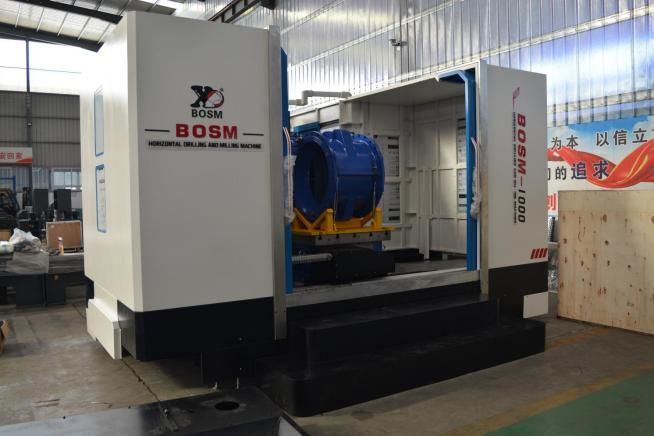
Pozioma wiertarko-frezarka CNC BOSM-1000 służy głównie do wieloaspektowego wydajnego wiercenia, frezowania, gwintowania i wytaczania zaworów, bloków zaworowych, reduktorów, kołnierzy, tarcz, pierścieni, wsporników obrotu i innych detali w efektywnym zakresie grubości . Wiercenie, frezowanie, gwintowanie i wytaczanie można wykonywać na częściach z pojedynczych materiałów i materiałach kompozytowych. Proces obróbki maszyny jest sterowany cyfrowo, a obsługa jest bardzo wygodna. Może realizować automatyzację, wysoką precyzję, produkcję wieloodmianową i masową.
2. Struktura wyposażenia:
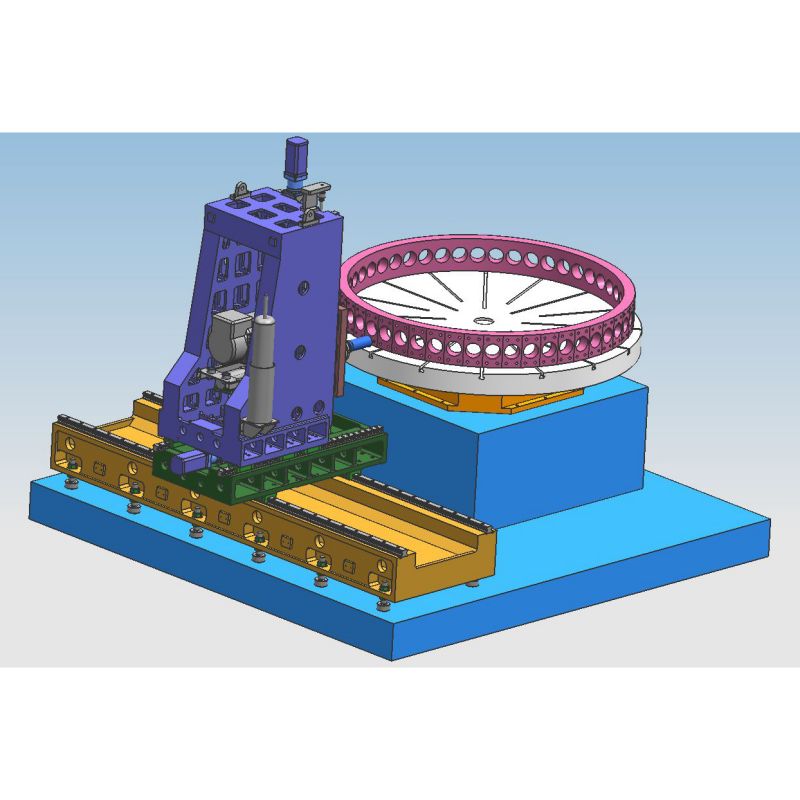
Sprzęt ten składa się głównie z łóżka, stołu obrotowego z indeksowaniem CNC, ruchomej kolumny, ruchomego siodła, głowicy wiertarsko-frezarskiej, automatycznego urządzenia smarującego i urządzenia zabezpieczającego, obiegowego urządzenia chłodzącego, cyfrowego układu sterowania, układu hydraulicznego, układu elektrycznego i tak dalej. Toczna szyna prowadząca liniowa jest podparta i prowadzona, a precyzyjna śruba jest napędzana. Maszyna charakteryzuje się wysoką dokładnością pozycjonowania i powtarzalnością dokładności pozycjonowania.
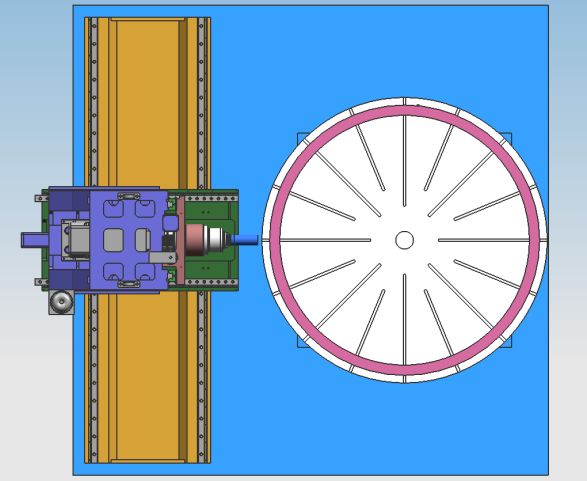
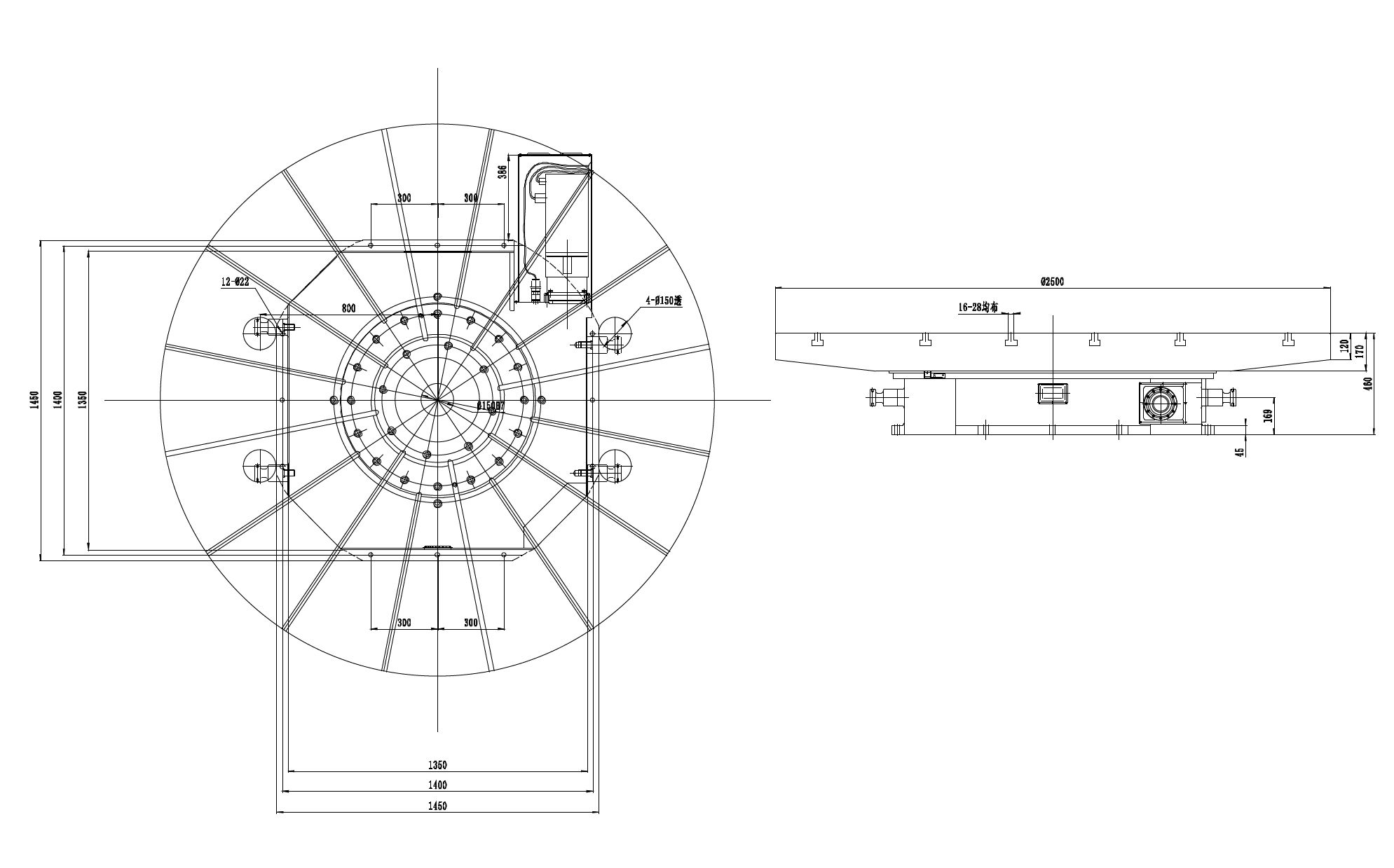
2.1. Stół roboczy łóżka: Łóżko wykonane jest z elementów konstrukcyjnych z żeliwa HT250. Wykańcza się po wtórnym odpuszczaniu w celu usunięcia naprężeń wewnętrznych. Ma dobrą sztywność dynamiczną i statyczną oraz brak deformacji. Precyzyjna płyta indeksująca sterowana numerycznie, serwonapęd 360°, dowolne pozycjonowanie indeksujące i blokada pneumatyczna/hydrauliczna, układ napędowy wykorzystuje serwosilnik prądu przemiennego do automatycznego indeksowania obracającej się części wału o 360°, a dokładność indeksowania wynosi jedną tysięczną stopnia. Płytka indeksująca umieszczona jest na górze łóżka, a na spodzie łóżka rozmieszczone są regulowane śruby, które z łatwością umożliwiają regulację poziomu stołu roboczego łóżka.
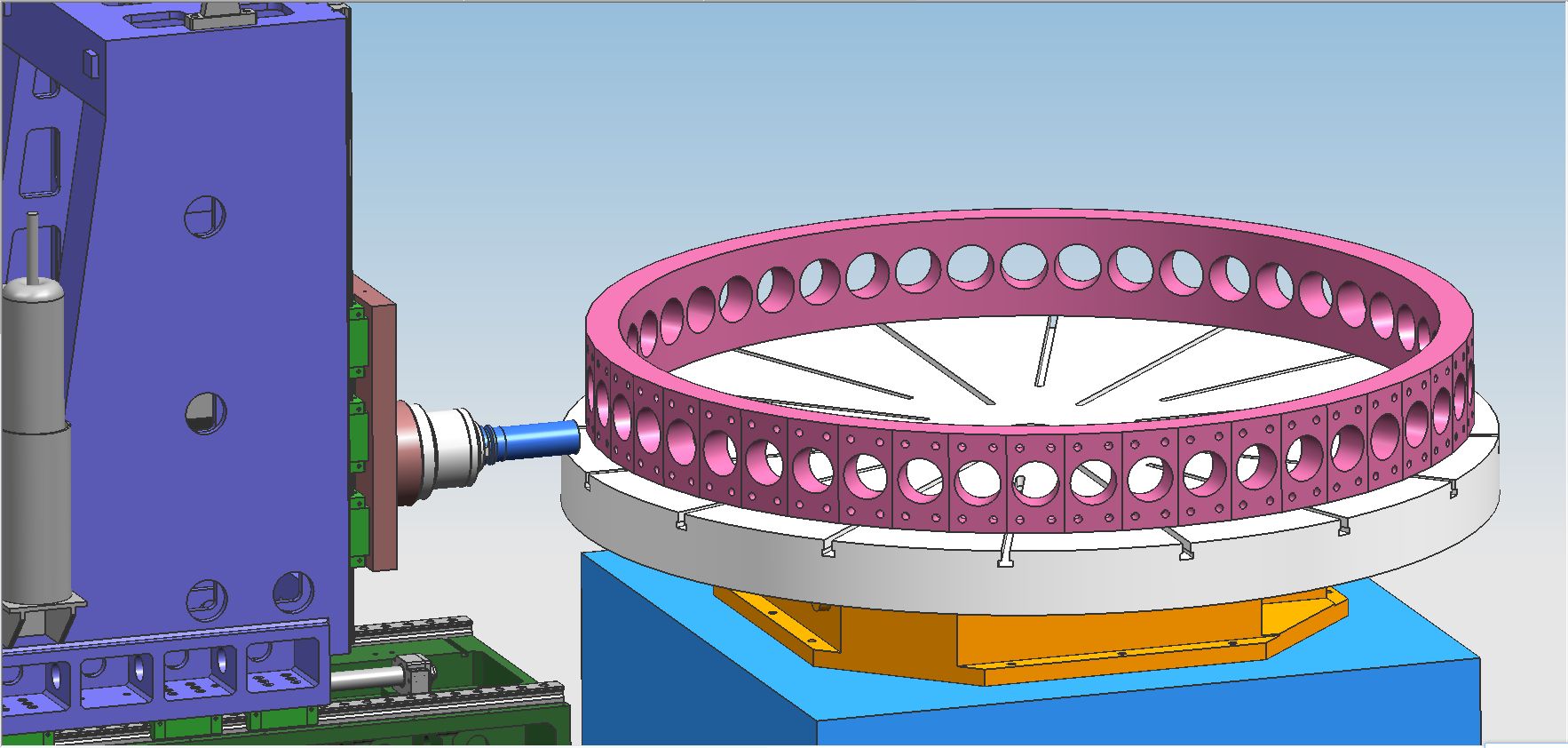
2.2. Ruchoma kolumna: Ruchoma kolumna o konstrukcji żeliwnej jest wykończona po wtórnej obróbce odpuszczającej w celu usunięcia naprężeń wewnętrznych. Ma dobrą sztywność dynamiczną i statyczną oraz brak deformacji. Zestaw pary precyzyjnych śrub kulowych i serwomotoru powodują, że suwak kolumny porusza się w kierunku osi Y. Zestaw pary precyzyjnych śrub kulowych i serwomotoru powodują, że suwak kolumny porusza się w kierunku osi X. Zamontować jednostkę wiertniczą na prowadnicy jednostki. Ruch kolumny realizowany jest poprzez obrót nakrętki kulowej na śrubie kulowej napędzanej przez serwomotor poprzez sprzęgło.
2.3. Siodło mobilne: Siodło mobilne jest wyposażone w dwie pary tocznych szyn prowadzących liniowych o bardzo dużej nośności, zestaw pary precyzyjnych śrub kulowych i silnik serwo, który napędza głowicę wiertniczą w kierunku osi Z, co może wykonuj szybkie przewijanie do przodu, pracę do przodu, szybkie cofanie, zatrzymanie i inne czynności. Posiada funkcje automatycznego łamania wiórów, usuwania wiórów oraz pauzy.
2.4. Głowica wiertnicza: Głowica wiertnicza wykorzystuje wrzeciono mechaniczne z Tajwanu, a specjalne wrzeciono precyzyjne wykorzystuje łożysko skośne, które realizuje bezstopniową zmianę prędkości poprzez synchroniczną przekładnię pasową o wysokiej wytrzymałości. Napędzane serwomotorami i śrubami kulowymi. Oś Y może być połączona, przyjmuje sterowanie w pętli półzamkniętej i może realizować funkcje interpolacji liniowej i kołowej. Koniec wrzeciona to otwór stożkowy BT50.
2.5. Automatyczne urządzenie smarujące i urządzenie zabezpieczające:
Maszyna ta jest wyposażona w automatyczne urządzenie smarujące, które może automatycznie smarować pary ruchome, takie jak szyny prowadzące, śruby pociągowe i zębatki. Maszyna
Osie Z i Y są wyposażone w pyłoszczelne osłony ochronne, a wokół stołu roboczego zainstalowano wodoodporne przegrody przeciwbryzgowe.
2.6. W pełni cyfrowy system sterowania numerycznego:
2.6.1. Dzięki funkcji łamania wiórów czas łamania wiórów i cykl łamania wiórów można ustawić w interfejsie człowiek-maszyna.
2.6.2. Wyposażony w funkcję podnoszenia narzędzia, wysokość podnoszenia narzędzia można ustawić w interfejsie człowiek-maszyna. Gdy wiercenie osiągnie tę wysokość, wiertło jest szybko podnoszone na górę przedmiotu obrabianego, następnie wióry są wyrzucane, a następnie szybko przekazywane na powierzchnię wiercenia i automatycznie przekształcane w roboczą.
2.6.3. Scentralizowana skrzynka sterownicza i urządzenie ręczne wykorzystują system sterowania numerycznego i są wyposażone w interfejs USB i ekran ciekłokrystaliczny LCD. Aby ułatwić programowanie, przechowywanie, wyświetlanie i komunikację, interfejs operacyjny posiada takie funkcje, jak dialog człowiek-maszyna, kompensacja błędów i automatyczny alarm.
2.6.4. Sprzęt posiada funkcję podglądu i ponownej kontroli położenia otworu przed obróbką, a obsługa jest bardzo wygodna
* Aby zapewnić wygodę podnoszenia i podawania dużych pierścieni, Maszyna nie posiada zabezpieczeń zewnętrznych, a zabezpieczenia zewnętrzne są opcjonalne.
3. Maszynaużyj środowiska:
Zasilanie: Trójfazowe AC380V±10%, 50Hz±1 Temperatura otoczenia: 0°~45°
4.Parametry techniczne
| Model | BOSM-1000 | |
| Maksymalne przetwarzanie rozmiar przedmiotu obrabianego | Dopuszczalna maksymalna średnica obrotu przedmiotu obrabianego (mm) | ≤Φ2000 |
|
Stół roboczy | Wymiary stołu roboczego (mm) kwadratowego | □1000 |
| Wymiary stołu roboczego (mm) okrągłego | Φ1200 | |
| Maksymalne obciążenie poziome (kg) | 5000 | |
|
Pionowa jednostka wiertnicza RAM | kwota) | 1 |
| Stożek wrzeciona | BT50 | |
| Średnica wiercenia (mm) | 2-120 | |
| Średnica tarczy frezującej (mm) | 200 | |
| Średnica gwintowania (mm) | M6-M36 | |
| Odległość od czoła wrzeciona do środka stołu (mm) | 1000-1600 | |
| Odległość od środka wrzeciona do górnej płaszczyzny stołu (mm) | 100-1100 | |
| Prędkość wrzeciona (obr./min) | 30-3000 | |
| Moc silnika wrzeciona (kw) | 30 | |
| Przedmiot obrabiany oś obrotu (oś A) | Maksymalna liczba podziałek (mm) | 360° |
| Ustaw minimalną jednostkę podziału | 0,001° | |
| Moc serwomotoru osi A (kw) | 4.2 | |
| Głowica napędowa porusza się w lewo i w prawo (oś X) | Maksymalny skok (mm) | 2000 |
| Prędkość ruchu w osi X (m/min) | 0 ~ 8 | |
| Moc serwomotoru osi X (kw) | 2.4 | |
| Głowica napędowa porusza się w górę i w dół (oś Y) | Maksymalny skok (mm) | 1000 |
| Prędkość ruchu osi Y (m/min) | 0 ~ 8 | |
| Moc serwomotoru osi Y (kw) | 2.4 Hamulec | |
| Ruch wzdłużny kolumny (oś Z) | Maksymalny skok (mm) | 600 |
| Prędkość ruchu osi Z (m/min) | 0~4 | |
| Moc serwosilnika osi Z (kw) | 2.4 | |
| Dokładność pozycjonowania | 1000mm | ±0,05 |
| Powtarzalność | 1000mm | ±0,025 |
| Dokładność indeksowania stołu indeksującego CNC (mm) |
| 15” |
| Wymiary maszyny (w tym ochrona) | Długość (X) × szerokość (Z) × wysokość (Y) (mm) | 5300*6000*3400 |
| Masa całkowita (t) łącznie z zabezpieczeniem | (około) 20 | |