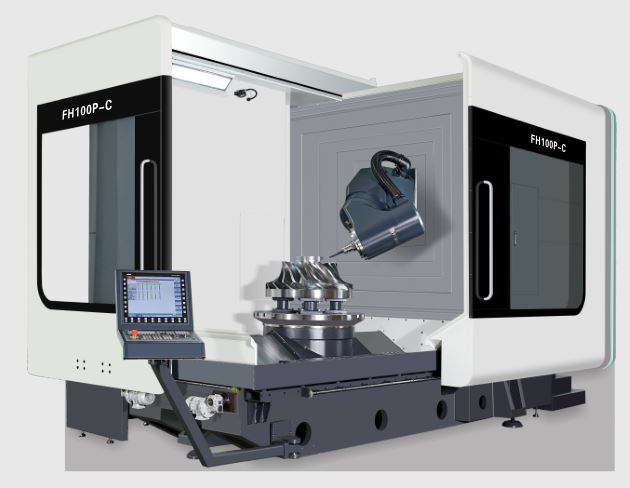
5 osi jednoczesne frezowanie toczenie 100P-C
Zakres dostaw
Tabela funkcji akcesoriów standardowych (patrz funkcja kontrolera dla elektrycznej części sterującej)
1. Sterownik Siemens 840DSL
2. Marka Własna pięcioosiowa wielofunkcyjna głowica obrotowa
3. Wrzeciono elektryczne DGZX-24012/34B2-KFHWVJS
4. HSK-A100 40-narzędziowy system automatycznej wymiany narzędzi
5. Śruba kulowa z wydrążonym chłodzeniem X/Y/Z
6. 7 liniowych prowadnic rolkowych (3 dla osi X, 2 dla osi Y/Z) — BOSCH REXROTH
7. Trójosiowa linijka optyczna w pełni zamkniętej pętli X/Y/Z
8. Urządzenie kontrolujące temperaturę skrzynki elektrycznej
9. Chłodnica wrzeciona
10. Spiralne urządzenie do toczenia wiórów i tylny przenośnik wiórów żelaznych
11. Woda ze środka wrzeciona, pierścieniowy strumień wody
12. Przedmuchaj środek wrzeciona i przedmuchaj pierścień.
13. Pięcioosiowy półksiężyc wieje wodą, a półksiężyc wieje powietrzem.
14. 1 rodzaj blokady bezpieczeństwa dla przednich i bocznych drzwi roboczych
15. Urządzenie chłodzące obieg wrzeciona.
16. Wodoodporna działająca świetlówka
17. Hydrauliczne urządzenie stacji
18. Moduł sondy na podczerwień OMP60 firmy Renishaw
19. Laserowy system ustawiania narzędzi firmy Renishaw
20. Centralne scentralizowane automatyczne urządzenie do smarowania podajnika
21. Pistolet do czyszczenia wody i interfejs powietrza po stronie obsługi
22. Układ chłodzenia płynu obróbkowego
23. Całkowicie zamknięta blacha ochronna
24. Skrzynka operacyjna
25. Skrzynka elektryczna jest wyposażona w klimatyzator
26. Elektroniczne pokrętło Siemens
27. Nożny przełącznik zwalniania narzędzia wrzeciona
28. Podkładki poziomujące fundamentu i śruby fundamentowe
29. Narzędzia regulacyjne i skrzynki narzędziowe
30. Instrukcja techniczna
Parametr
| Przedmiot | Uni | FH100P-C |
| Przejazd osi X | mm | 1000 |
| Przejazd osi Y | mm | 1150 |
| Przejazd osi Z | mm | 1000 |
| Odległość od czoła wrzeciona do powierzchni stołu roboczego | mm | 160-1160 |
| Pozioma głowica frezarska | mm | 30-1030 |
| Posuw/szybka prędkość ruchu | m/min | 40 |
| Siła podawania | KN | 10 |
| Stół obrotowy (oś C) | ||
| Rozmiar stołu roboczego | mm | Ø1050 |
| Maksymalne obciążenie stołu (młyn) | kg | 4000 |
| Maks. obciążenie stołu (obracanie) | kg | 3000 |
| Stół obrotowy | obr./min | 45 |
| Stół do frezowania/toczenia (frezowanie i toczenie złożone) | obr./min | 500 |
| Minimalny kąt podziału | ° | 0,001 |
| Znamionowy moment obrotowy | Nm | 1330 |
| Maksymalny moment obrotowy | Nm | 2630 |
| Głowica frezarska wahadłowa CNC (oś B) | ||
| Zakres obrotu (0=pion/180=poziom) | ° | -15 ~ 180 |
| Szybkie poruszanie się i prędkość podawania | obr./min | 103 |
| Minimalny kąt podziału | ° | 0,001 |
| Znamionowy moment obrotowy | Nm | 1050 |
| Maksymalny moment obrotowy | Nm | 2130 |
| Wrzeciono (toczenie i frezowanie) | ||
| Prędkość wrzeciona | obr./min | 10000 |
| Moc wrzeciona | Kw | 42/58 |
| Moment obrotowy wrzeciona | Nm | 215/350 |
| Stożek wrzeciona |
| HSKA100 |
| Odległość od środka wrzeciona do powierzchnia prowadnicy belki | mm | 1091,5 |
| Model | Jednostka | FH100P-C |
| Magazyn narzędzi | ||
| Interfejs narzędzia |
| HSKA100 |
| Pojemność magazynu narzędzi | szt | 40 |
| Maks. średnica/długość/waga narzędzia |
| Ř135/300/12 |
| Przełącznik narzędzi (narzędzie do) | S | 2 |
| Urządzenie pomiarowe | ||
| Sonda na podczerwień | Rensishaw OMP60 | |
| Przyrząd do wykrywania narzędzi w obszarze przetwarzania roboczego | Rensishaw NC4F230 | |
| Zdolność przetwarzania | ||
| Maksymalna średnica wiercenia (średnia stal) |
| Ø50 |
| Maksymalna średnica gwintowania (średnia stal) |
| M40 |
| Maksymalna średnica frezowania (średnia stal) |
| 250 |
| Dokładność (ISO230-2 i VDI3441) | ||
| Dokładność pozycjonowania X/Y/Z | mm | 0,006 |
| X/Y/Z Powtórz dokładność pozycjonowania | mm | 0,004 |
| Dokładność pozycjonowania B/C |
| 8" |
| B/C Powtarzaj dokładność pozycjonowania | 4" | |
| System sterowania |
| Siemens840D |
| Wysokość maszyny (ogólna maszyna) | mm | 3650 |
| Zajęty obszar dla głównej maszyny (L * W) | mm | 5170x3340 |
| Zajęty obszar na magazyn narzędzi (L * W) | mm | 1915x1400 |
| Zajęty obszar dla przenośnika wiórów (L * W) | mm | 3120x1065 |
| Zajęty obszar na zbiornik na wodę (L * W) | mm | 1785x1355 |
| Całkowity zajęty obszar do kompletnej maszyny (L * W) | mm | 6000x3750 |
| Ciężar maszyny | Kg | 21000 |
CNC maszynykontroler
| System sterowania | Siemens 840DSL (silnik i napęd) | ||
| Liczba osi sterujących | 5-osiowe frezowanie symultaniczne z jednoczesnym toczeniem (oś NC + wrzeciono, oś BC) | ||
| Jednoczesna kontrola 5 osi Jednoczesne frezowanie z toczeniem | oś pozycjonowania | Standardowe X, Y, Z, B, C | |
| interpolacja | linia prosta | Osie X, Y, Z, B, C (X, Y, Z, B, C mogą być kompensowane) | |
| łuk | Osie X, Y, Z, B, C (X, Y, Z, B, C mogą być kompensowane) | ||
| Minimalna jednostka instrukcji | 0,001um | ||
| minimalna jednostka sterująca | 0,1nm | ||
| Wyświetlacz | 19LCD | ||
| Silnik | Możliwość potrójnego przeciążenia z enkoderem absolutnym (pozycja enkodera nigdy nie jest tracona) | ||
| Funkcja komunikacji zewnętrznej | Interfejs Ethernet i RS232C | ||
| Tryb działania | MDI, Auto, Ręczny, Pokrętło, Pochodzenie (bezwzględne), REPOS | ||
| programowo | Internetowy edytor języka ISO | ||
| Maksymalna pojemność pamięci programowania PLC | 2048 KB | ||
| Funkcja interpolacji | Linie proste, okręgi przechodzące przez punkty środkowe, spirale, drobne powierzchnie, ustawienia dużej prędkości itp. | ||
| Liczba korekcji narzędzia | 512 grup | ||
| Powiększenie pokrętła | 0,1/0,01/0,001 mm | ||
| Minimalne ustawienie i ruchome jednostki | 1um/X, Y, Z | ||
| zapisywanie danych | Dane pamięci nigdy nie zostaną utracone po wyłączeniu zasilania | ||
| szybkość podawania | 0%-150% | ||
| Szybkie powiększenie do przodu | 0%-100% | ||
| Interfejs wejścia i wyjścia | Interfejs Ethernet i RS232C, karta CF, kopia zapasowa pamięci USB | ||
| język wyświetlacza | chiński i angielski | ||
Standardowa ilość konfiguracji
| No | Nazwa akcesoriów | jednostka | Ilość |
| 1 | przełącznik nożny | ustawić | 1 |
| 2 | Hydrauliczny mechanizm zaciskowy | ustawić | 1 |
| 3 | Scentralizowane urządzenie smarujące | ustawić | 1 |
| 4 | system chłodzenia | ustawić | 1 |
| 5 | lampa robocza | ustawić | 1 |
| 6 | Światło trójkolorowe | ustawić | 1 |
| 7 | poziomy mostek | Szt | 1 |
| 8 | Mocowania obrabiarek | ustawić | 1 |
| 9 | Standardowy pakiet narzędzi | ustawić | 1 |
| 10 | zamek drzwi bezpieczeństwa | ustawić | 1 |
| 11 | zestaw fundamentowy | ustawić | 1 |
| 12 | Zainstaluj narzędzie regulacyjne | ustawić | 1 |
| 13 | Gwintowanie sztywne i wielopunktowe pozycjonowanie wrzeciona | ustawić | 1 |
| 14 | Przenośnik ślimakowy i automatyczna maszyna do usuwania wiórów | ustawić | 1 |
| 15 | Standardowy układ hydrauliczny | ustawić | 1 |
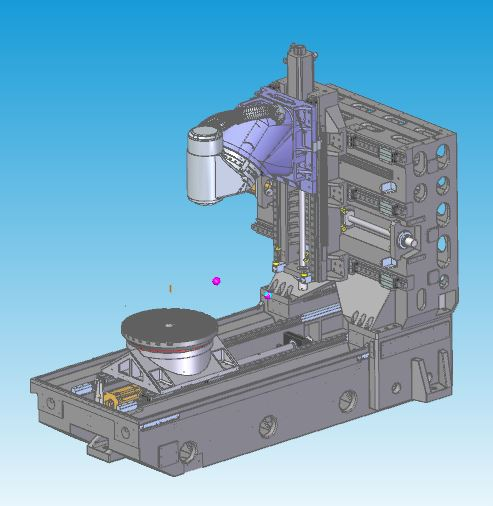
Cechy konstrukcyjne |Najlepszy projekt analizy mechanicznego odlewania drutu
Termosymetryczna struktura odlewana typu full box, wykorzystująca wysokiej jakości żeliwo klasy Meehanna
Odpuszczanie i naturalny proces starzenia w celu wyeliminowania naprężeń wewnętrznych
Wibracje strukturalne o częstotliwości drgań własnych eliminują naprężenia związane z obróbką materiału
Konstrukcja kolumny o dużej powierzchni i dużej sztywności z pełną ścianą, skutecznie poprawiająca sztywność oraz dokładność statyczną i dynamiczną
Trójosiowy napęd śrubowy z wydrążonym chłodzeniem
Głowica frezarska wahadłowa CNC (oś B)

Cechy konstrukcyjne
Wbudowany łańcuch zerowej przekładni silnika DD bez luzu
Wysoka charakterystyka przyspieszenia
Najkrótsza rozpiętość między wierzchołkiem narzędzia wrzeciona a konstrukcyjnym punktem podparcia zapewnia maksymalną sztywność skrawania
Większe łożyska YRT zwiększają sztywność
Wyposażony w precyzyjny system pomiarowy enkodera obrotowego HEIDENHAIN, sterowanie w pełni zamkniętej pętli, aby zapewnić najlepszą dokładność
Konstrukcja układu chłodzenia wrzeciona i osi B w celu zmniejszenia wymiany ciepła
Stół obrotowy (oś C)

Cechy konstrukcyjne
Wbudowany łańcuch zerowej przekładni silnika DD bez luzu
Wysoka charakterystyka reakcji na przyspieszanie i zwalnianie
Większe łożyska YRT zwiększają sztywność
Duży znamionowy moment napędowy, pozycjonowanie i obróbka za pomocą urządzenia do pozycjonowania i mocowania stołu
Spełnij dwie potrzeby związane z obróbką: frezowanie i frezowanie-toczenie, ogranicz obsługę przedmiotu obrabianego i popraw dokładność produktu
Wyposażony w precyzyjny system pomiarowy enkodera obrotowego HEIDENHAIN, sterowanie w pełni zamkniętej pętli, aby zapewnić najlepszą dokładność
Konstrukcja układu chłodzenia w celu zmniejszenia wymiany ciepła
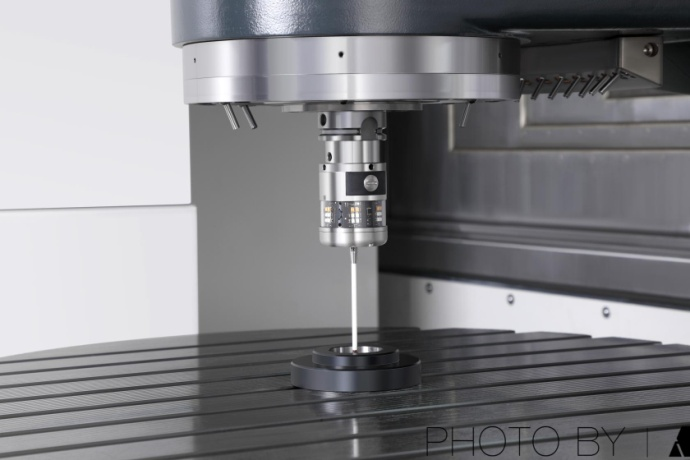
Podnoszony zestaw narzędzi

Cechy konstrukcyjne
Wyposażony w bezkontaktowy laserowy system ustawiania narzędzi Ransishaw NC4F230 zapewniający większą precyzję
Automatyczne ustawienie narzędzia na maszynie, automatyczna aktualizacja kompensacji narzędzia
Urządzenie do ustawiania narzędzi można podnosić i opuszczać, aby zaoszczędzić miejsce na powierzchni roboczej
Całkowicie uszczelniona konstrukcja z blachy chroni urządzenie do ustawiania narzędzi przed wodą i opiłkami żelaza podczas obróbki
Sonda na podczerwień
Cechy konstrukcyjne
Wyposażony w optyczną sondę dotykową Ransishaw OMP60
Wyrównywanie przedmiotu obrabianego i kontrola rozmiaru zmniejszają liczbę błędów kontroli ręcznej, poprawiają dokładność produktu i wydajność przetwarzania
90% oszczędności czasu pomocy przy maszynie