






Wytrzymała wiertarko-frezarka CNC

Wiertarka i frezarka CNC
Wysokoobrotowa wiertarko-frezarka CNC
Aplikacja maszynowa
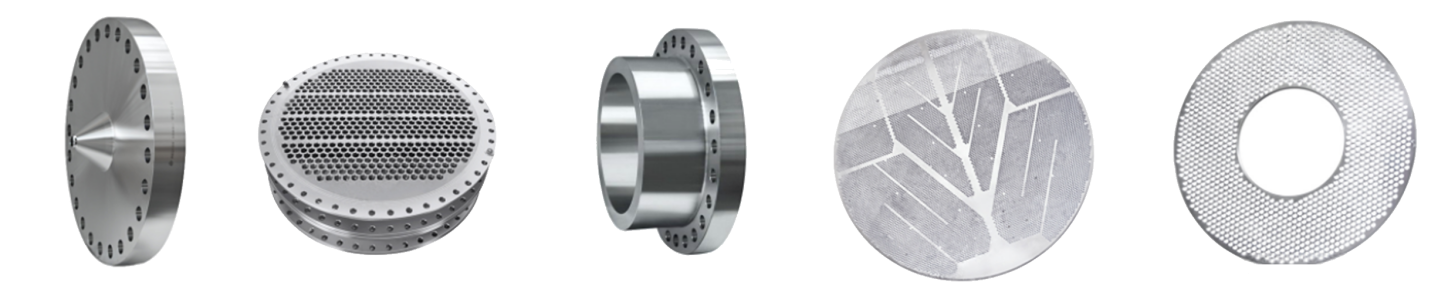
Wiertarki i frezarki CNC służą głównie do wydajnego wiercenia detali o grubościach mieszczących się w efektywnym zakresie, takich jak płyty, kołnierze, tarcze i pierścienie. Otwory przelotowe i nieprzelotowe można wiercić w różnych materiałach. Maszyna jest sterowana cyfrowo i łatwa w obsłudze. Może osiągnąć automatyzację, wysoką precyzję, wiele odmian, masową produkcję.
Aby sprostać potrzebom różnych użytkowników, nasza firma opracowała różnorodne maszyny. Oprócz modeli konwencjonalnych, można go także dostosować do rzeczywistych potrzeb klientów.
Struktura maszyny
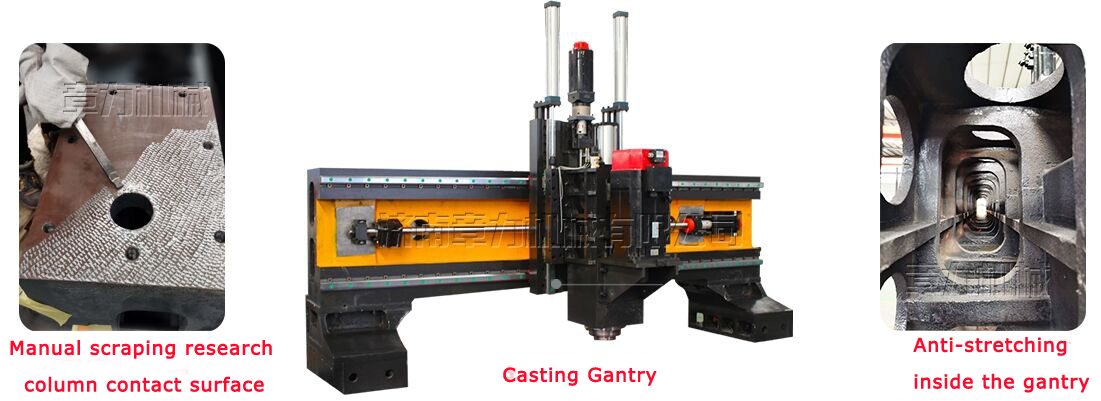
Sprzęt ten składa się głównie ze stołu łóżkowego, ruchomej suwnicy, ruchomego siodełka przesuwnego, wrzeciona wiertniczego i frezarskiego, automatycznego urządzenia smarującego i urządzenia zabezpieczającego, obiegowego urządzenia chłodzącego, układu sterowania CNC, układu elektrycznego i tak dalej. Podparcie i prowadzenie prowadnicy linii tocznej oraz precyzyjny napęd śruby pociągowej zapewniają wysoką dokładność pozycjonowania i powtarzalną dokładność pozycjonowania.
1)Stół roboczy:
Stół roboczy ma konstrukcję odlewniczą, a płaszczyzna ma rowek T z rozsądnym układem wykończenia do mocowania detali. Nad łóżkiem rozmieszczone są rowki T. Układ napędowy wykorzystuje serwomotor prądu przemiennego i precyzyjną śrubę kulową do napędzania po obu stronach, aby umożliwić ruch suwnicy w kierunku osi Y. W dolnej części łóżka rozmieszczone są śruby regulacyjne, za pomocą których z łatwością można regulować poziom stolika łóżkowego.
2)Movingsuwnica:
Bramę mobilną odlano z żeliwa szarego 250, a z przodu suwnicy zainstalowano dwie pary tocznych prowadnic liniowych o bardzo dużej wydajności. Zestaw pary precyzyjnych śrub kulowych i serwomotoru powodują, że suwak głowicy napędowej porusza się w kierunku osi X. Na suwaku głowicy zamontowana jest głowica wiertnicza. Ruch suwnicy realizowany jest poprzez serwomotor napędzający drut kulkowy na śrubie kulowej poprzez precyzyjne sprzęgło.

3)Movingprzesuwane siodło:
Ruchome siodło przesuwne jest precyzyjnym żeliwnym elementem konstrukcyjnym. Dwie prowadnice szynowe NC o bardzo dużej wydajności, zestaw par precyzyjnych śrub kulowych i precyzyjny reduktor planetarny są połączone z serwomotorem w celu napędzania głowicy wiertniczej. Poruszanie się w kierunku osi Z umożliwia szybkie przewijanie do przodu, przewijanie do przodu, szybkie przewijanie do tyłu i zatrzymanie głowicy napędowej. Z automatycznym łamaniem wiórów, usuwaniem wiórów i funkcjami pauzy.
4)Głowica wiertnicza(Wrzeciono):
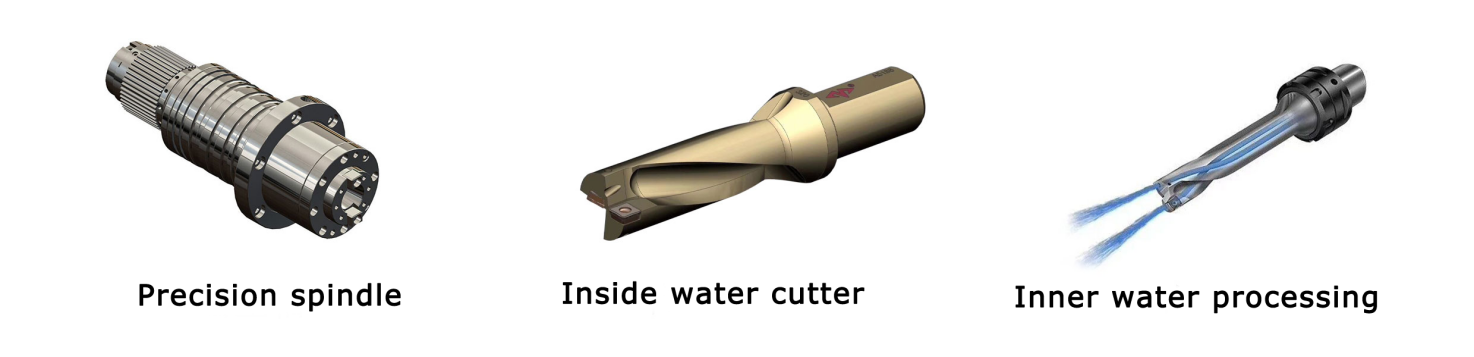
W głowicy wiertniczej zastosowano dedykowany silnik wrzeciona typu serwo, który napędza dedykowane wrzeciono precyzyjne, spowalniając zębaty pasek synchroniczny w celu zwiększenia momentu obrotowego. Wrzeciono wykorzystuje przednie trzy, dwu i pięciorzędowe japońskie łożyska skośne, aby uzyskać płynną zmianę prędkości. Szybka i łatwa wymiana, posuw napędzany jest serwomotorem i śrubą kulową. Osie X i Y można łączyć, a sterowanie w pętli półzamkniętej umożliwia uzyskanie funkcji interpolacji liniowej i kołowej.
Końcówka wrzeciona to stożkowy otwór BT40, wyposażony w szybkie złącze obrotowe Rotorfoss z Włoch, które może wykorzystywać szybkie wiertło U (wiertło gwałtowne) i wiertło rdzeniowe do odprowadzania wody. Funkcja centralnego wylotu wody wrzeciona może poprawić wydajność cięcia, realizować obróbkę głębokich otworów i chronić narzędzie, aby zmniejszyć koszty użytkowania.
5) Automatyczne urządzenie smarujące i urządzenie zabezpieczające:
takie jak szyny prowadzące, śruby pociągowe, stojaki itp., bez martwych narożników, aby zapewnić żywotność obrabiarki. Osie X i Y obrabiarki są wyposażone w pyłoszczelne osłony ochronne, a wokół stołu roboczego zamontowane są wodoodporne osłony przeciwbryzgowe.

6)System sterowania CNC:
6.1 Dzięki funkcji łamania wiórów czas łamania wiórów i cykl łamania wiórów można ustawić w interfejsie człowiek-maszyna.
6.2 Dzięki funkcji podnoszenia narzędzia wysokość podnoszenia narzędzia można ustawić w interfejsie człowiek-maszyna. Podczas wiercenia na tę wysokość wiertło jest szybko podnoszone do góry przedmiotu obrabianego, po czym wiór jest wyrzucany, a następnie szybko przekazywany na powierzchnię wiercenia i automatycznie zamieniany na obrabiany.
6.3 Scentralizowana skrzynka sterownicza i urządzenie ręczne wykorzystują system sterowania numerycznego i są wyposażone w interfejs USB i wyświetlacz ciekłokrystaliczny LCD. Aby ułatwić programowanie, przechowywanie, wyświetlanie i komunikację, interfejs operacyjny posiada takie funkcje, jak dialog człowiek-maszyna, kompensacja błędów i automatyczny alarm.
6.4 Maszyna posiada funkcję podglądu i ponownego sprawdzenia położenia otworu przed obróbką, a obsługa jest bardzo wygodna.

7)Zacisk szynowy
Zacisk składa się z korpusu zacisku i siłownika. Jest to wysokowydajny element funkcjonalny stosowany w parze tocznych prowadnic liniowych. Wytwarza dużą siłę zaciskania dzięki zasadzie rozszerzania bloku w kształcie klina. Cechy zwiększające sztywność.
Cechy:
- Bezpieczna i niezawodna, duża siła mocowania, mocowanie nieruchomej osi XY podczas wiercenia i gwintowania.
- Niezwykle duża siła mocowania, zwiększa sztywność posuwu osiowego i zapobiega mikroruchom powodowanym przez wibracje.
- Szybka reakcja, czas reakcji na otwarcie i zamknięcie wynosi zaledwie 0,06 sekundy, co chroni obrabiarkę i poprawia żywotność śruby.
- Trwała, niklowana powierzchnia, dobre właściwości antykorozyjne.
Nowatorska konstrukcja zapobiegająca sztywnym uderzeniom podczas mocowania.
8)Automatyczne urządzenie do usuwania wiórów i obiegowe urządzenie chłodzące:
Z tyłu stołu warsztatowego znajduje się automatyczny odciąg wiórów, a na jego końcu umieszczony jest filtr. Automatyczny odciąg wiórów jest typu płaskiego, a pompa chłodząca jest zainstalowana po jednej stronie. Wylot chipa jest podłączony do centralnego systemu filtracji wody. Chłodziwo wpływa do wyrzutnika wiórów. Pompa podnosząca wyrzutnika wiórów tłoczy płyn chłodzący do centralnego układu filtracji wody. Wysokociśnieniowa pompa chłodząca zapewnia obieg przefiltrowanego chłodziwa w celu cięcia i chłodzenia. Wyposażona jest w wózek do transportu wiórów, który jest bardzo wygodny w transporcie wiórów. Urządzenie to wyposażone jest w wewnętrzny i zewnętrzny układ chłodzenia frezów. Podczas wiercenia z dużą prędkością frezy są chłodzone wodą wewnętrzną, a podczas lekkiego frezowania zewnętrznie.
Alarm niskiego poziomu wody
1) Gdy płyn chłodzący w filtrze osiągnie środkowy poziom, system automatycznie załączy silnik do uruchomienia, a płyn chłodzący w odgarniaczu automatycznie wpłynie do filtra. Po osiągnięciu wysokiego poziomu cieczy silnik automatycznie przestaje działać.
2) Gdy poziom chłodziwa w filtrze będzie niski, system automatycznie wyświetli alarm na wskaźniku poziomu cieczy, wrzeciono automatycznie cofnie narzędzie, a maszyna wstrzyma pracę.
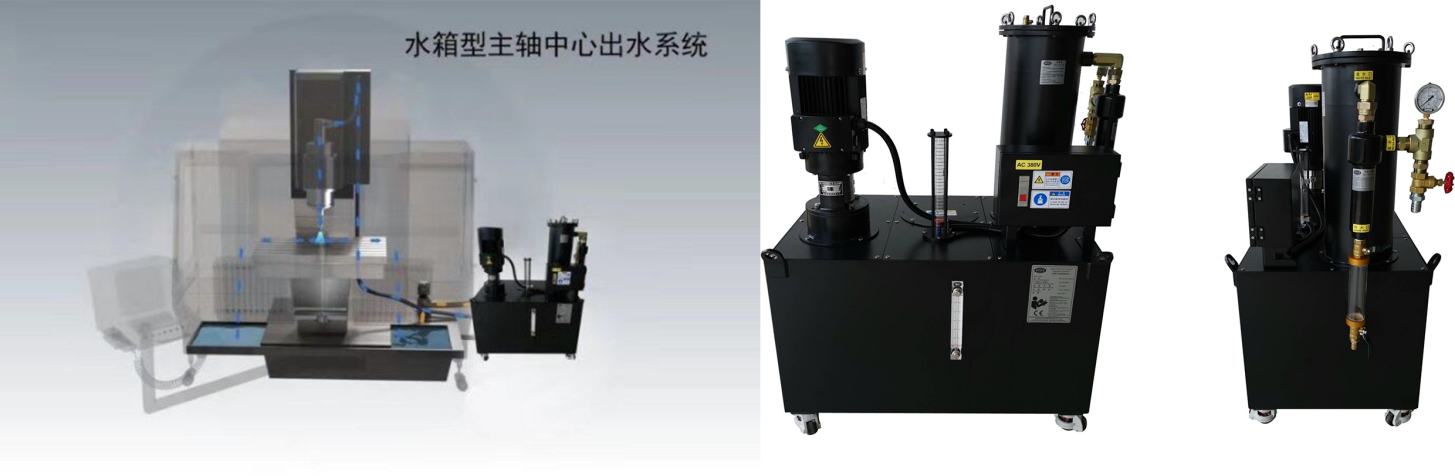
9)Centralny system filtracji wylotowej:
Maszyna w standardzie wyposażona jest w centralny system filtracji wody, który skutecznie filtruje zanieczyszczenia znajdujące się w płynie chłodzącym. Wewnętrzny system wody natryskowej może zapobiegać splątaniu się żelaznych kołków na narzędziu podczas obróbki, zmniejszając zużycie narzędzia, wydłużając żywotność narzędzia, poprawiając wykończenie powierzchni przedmiotu obrabianego. Trzpień wylotowy wody pod wysokim ciśnieniem z końcówki ostrza może dobrze chronić powierzchnię przedmiotu obrabianego, chroń szybkie złącze obrotowe, zapobiegaj blokowaniu złącza obrotowego przez zanieczyszczenia i poprawiaj ogólną jakość przedmiotu obrabianego i wydajność pracy.
10)Śruba kulowa i zintegrowane gniazdo silnika:
Podstawa silnika to produkt o wysokiej koncentryczności łączący śrubę kulową z silnikiem. Zintegrowane łożysko skośne (klasa dokładności C5) poprawia dokładność i zapewnia zerowy luz osiowy śruby kulowej, gdy silnik pracuje do przodu i do tyłu. Szczególnie nadaje się do sprzętu o dużej prędkości.
Dokładność montażu: śruba kulowa i silnik są montowane w jedną całość poprzez podstawę silnika. Zmniejsz błąd koncentryczności wału silnika i wału śruby kulowej, kontroluj go na plus lub minus 0,01 mm, a prostopadłość powierzchni czołowej wynosi 0,01.
11)Stół samocentrujący z czterema łapami(fakultatywny)
Stół roboczy urządzenia samocentrującego wyposażony jest w czteroszczękowy hydrauliczny uchwyt samocentrujący. Obrabiany przedmiot można centralizować automatycznie w jednym zacisku, bez konieczności patrolowania każdego przedmiotu w celu znalezienia środka. Mocowanie jest szybkie i wygodne.
Rozwiązano problem polegający na tym, że obrabiany przedmiot z okręgiem podziałowym mniejszym niż 1600 mm jest mocowany poprzez dociśnięcie płytki po podaniu i następnie wyszukanie środka, co zajmuje mniej czasu i zajmuje dłuższy czas mocowania niż czas obróbki.
Samocentrujący uchwyt czteroszczękowy opracowany niezależnie z dużym skokiem szczęki sprawia, że przedmiot obrabiany nie dotyka szczęki podczas mocowania. Zastosowano konstrukcję listwową z podkładką. Rozwiązuje to sytuację, w której szczęki hydrauliczne lub pneumatyczne mają niewielki skok na rynku, a duże przedmioty będą uderzać w szczęki podczas podnoszenia, powodując uszkodzenie uchwytów.
Cztery szczęki na stole warsztatowym są w stanie demontowalnym, a demontaż tylnego stołu warsztatowego jest normalną platformą z własnym rowkiem w kształcie litery T. Zwiększa to zakres zastosowań innych przedmiotów obrabianych poza pierścieniem.
Specyfikacjan
| Model | BOSM-DT1010 | BOSM-DT2010 | BOSM-DT2016 | BOSM-DT2525 | |
| Rozmiar roboczy | Długość*Szerokość (mm) | 1000x1000 | 2000x1000 | 2000x1600 | 2500x2500 |
| Pionowa głowica wiertarska | Stożek wrzeciona | BT40/BT50 | BT40/BT50 | BT40/BT50 | BT40/BT50 |
| Średnica wiercenia (mm) | Φ40/Φ60 | Φ40/Φ60 | Φ40/Φ60 | Φ40/Φ60 | |
| Średnica gwintowania (mm) | M24/M36 | M24/M36 | M24/M36 | M24/M36 | |
| Prędkość wrzeciona (obr./min) | 30 ~ 3000 | 30 ~ 3000 | 30 ~ 3000 | 30 ~ 3000 | |
| Moc wrzeciona (Kw) | 15/22 | 15/22 | 15/22 | 15/22 | |
| Odległość od dolnego końca wrzeciona do powierzchni roboczej (mm) | 200 ~ 600 / 400 ~ 800 | 200 ~ 600 / 400 ~ 800 | 200 ~ 600 / 400 ~ 800 | 200 ~ 600 / 400 ~ 800 | |
| Powtarzaj dokładność pozycjonowania (X/Y/Z) | X/Y/Z | ±0,01/1000 mm | ±0,01/1000 mm | ±0,01/1000 mm | ±0,01/1000 mm |
| Masa brutto (T) | 8,5 | 11 | 13,5 | 16,5 | |
| Narzędzie magazynowe | Magazyn narzędzi liniowych | ||||
Kontrola jakości
Każda maszyna firmy Bosman jest kalibrowana za pomocą interferometru laserowego brytyjskiej firmy RENISHAW, który dokładnie sprawdza i kompensuje błędy podziałki, luzy, dokładność pozycjonowania i powtarzalną dokładność pozycjonowania, aby zapewnić maszynę dynamiczną, statyczną stabilność i dokładność przetwarzania. . Test pręta kulowego Każda maszyna wykorzystuje tester pręta kulowego brytyjskiej firmy RENISHAW w celu skorygowania dokładności rzeczywistego okręgu i dokładności geometrycznej maszyny, a jednocześnie przeprowadza eksperymenty z cięciem kołowym, aby zapewnić dokładność obróbki 3D maszyny i dokładność okręgu.

Serwis przed i po
1) Przed serwisem
Poprzez badanie żądań i niezbędnych informacji od klientów, a następnie informacje zwrotne dla naszych inżynierów, zespół techniczny Bossman jest odpowiedzialny za komunikację techniczną z klientami i formułowanie rozwiązań, pomagając klientowi w wyborze odpowiedniego rozwiązania do obróbki i odpowiednich maszyn.
2) Po serwisie
A. Maszyna z roczną gwarancją i opłaconą konserwacją przez całe życie.
B. W ciągu rocznego okresu gwarancyjnego po przybyciu maszyny do portu docelowego firma BOSSMAN zapewni bezpłatne i terminowe usługi konserwacyjne w przypadku różnych usterek maszyny nie spowodowanych przez człowieka oraz terminowo i bezpłatnie wymieni wszelkiego rodzaju części uszkodzone przez człowieka bezpłatnie. Awarie powstałe poza okresem gwarancyjnym będą usuwane za odpowiednią opłatą.
C. Pomoc techniczna w ciągu 24 godzin online, TM, Skype, e-mail, rozwiązując na czas względne pytania. jeśli nie uda się tego rozwiązać, BOSSMAN natychmiast zorganizuje przyjazd inżyniera obsługi posprzedażnej na miejsce w celu naprawy, kupujący będzie musiał zapłacić za VISA, bilety lotnicze i zakwaterowanie.
Strona firmowa






