






Szlifierka cylindryczna E30 CNC do narzędzi skrawających

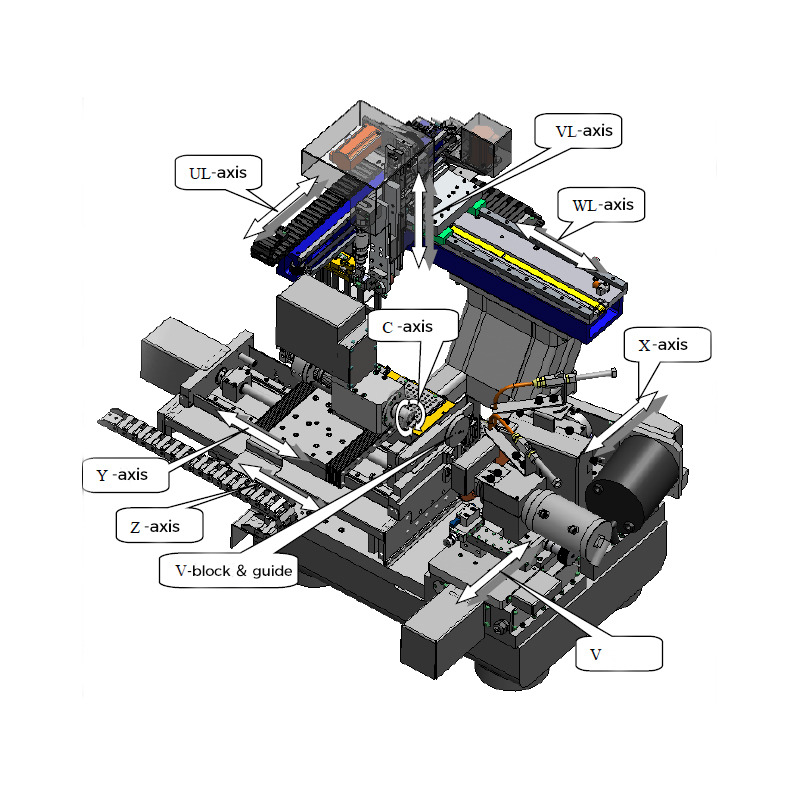
Główny schemat struktury maszyny
Zakres zastosowania
Zakres zastosowania: frez, wiertło, rozwiertak i różne precyzyjne obróbki części.
Zakres obróbki: zakres średnic przetworzonych produktów: Φ3~Φ20mm, zakres długości przetworzonych produktów: 120mm (automatyczny), 330mm (ręczny).
Charakterystyka przetwarzania: jednoczesne szlifowanie drobnych i grubych podwójnych ściernic, jednorazowa obróbka i formowanie.
Wprowadzenie maszyny
1. Konstrukcja łóżka:
2. Blacha całej maszyny: cała maszyna ma całkowicie zamkniętą konstrukcję, a główna rama jest oddzielona od zewnętrznej osłony, aby uniknąć wibracji
3. System sterowania: NEWCON
4. Zasada przycinania:
• Oś X (mechanizm ściernicy zgrubnej): realizuje ruch posuwisto-zwrotny ściernicy zgrubnej w kierunku osi X;
• Oś V (mechanizm ściernicy dokładnej): realizuje ruch posuwisto-zwrotny ściernicy drobnej w kierunku osi V;
• Oś Y (mechanizm posuwu osi Y): realizuje ruch posuwisto-zwrotny stołu roboczego w kierunku osi Y;
• Oś C (mechanizm obrotu głowicy roboczej): realizuje ruch obrotowy głowicy roboczej w kierunku osi C:;
• Oś UL, oś VL i oś WL (mechanizm pick-and-place manipulatora): realizują ruch posuwisto-zwrotny manipulatora w kierunku poziomym i pionowym;
• Koło prowadzące i wspornik V-bloku: Pomocnicze do zakończenia obróbki.
1. Części ruchome: oś X, oś V, oś Y, oś WL, oś UL, oś VL, mechanizm koła prowadzącego, mechanizm ramienia, mechanizm regulacji histerezy
2. Wrzeciono przedmiotu obrabianego: wrzeciono wykonane samodzielnie przez Chuangyun
3. Wrzeciono szlifierskie: silnik wolframowy Xiamen
4. Smarowanie całej maszyny: smarowniczki są zarezerwowane dla każdej osi i regularnie smarowane
5. Sposób podawania: podawanie za pomocą manipulatora trójosiowego
Specyfikacje techniczne
| metoda kontroli | Przyciski zewnętrzne, ekran dotykowy | |
| Metoda wyświetlania | Ekran dotykowy, lampka ostrzegawcza | |
| metoda chłodzenia | Chłodnica oleju | |
| metoda transferu | Silnik hydrauliczny, pneumatyczny, serwo | |
| zasilanie | AC 3×380 V, 50 Hz | |
| Maksymalna moc całkowita | 25KW | |
| Wymiary | 2152×1838×2614 mm | |
| waga brutto | 3050 kg | |
| Ciśnienie oleju chłodzącego | 0,6 ~ 0,8 MPa | |
| ciśnienie barometryczne | Całkowite ciśnienie na drodze: 5 ~ 6 barów | |
| Ciśnienie powietrza w uchwycie: 2 ~ 3 bary | ||
| Ciśnienie powietrza w kole prowadzącym: 2 ~ 2,5 bara | ||
| Ciśnienie w ścieżce powietrza chwytaka: 1,5 ~ 4 bary | ||
| Ciśnienie powietrza w ramieniu: 5 ~ 6 barów | ||
| Ciśnienie powietrza do czyszczenia skali optycznej: 0,6 ~ 0,7 bara | ||
| Parametry manipulatora | ||
| Oś UL | Podróż | 450 mm |
| Powtarzalność | 0,02 mm | |
| Maksymalna prędkość robocza | 15000 mm/min | |
| oś VL | Podróż | 100mm |
| Powtarzalność | 0,02 mm | |
| Maksymalna prędkość robocza | 15000 mm/min | |
| oś WL | Podróż | 540mm |
| Powtarzalność | 0,02 mm | |
| Maksymalna prędkość robocza | 15000 mm/min | |
| Parametr osi przetwarzania | ||
| Oś Y | Podróż | 350mm |
| Minimalna dokładność rozdzielczości | 0,0001 mm | |
| Oś X | Podróż | 35mm |
| Minimalna dokładność rozdzielczości | 0,0001 mm | |
| Oś V | Podróż | 35mm |
| Minimalna dokładność rozdzielczości | 0,0001 mm | |
| Koło prowadzące | Dokładność obrotu: | ≤0,010 mm |
| Głowica robocza (oś C) | Moc silnika | 1,57 kW |
| Prędkość obrotowa | ≤2000 obr./min | |
| Dokładność bicia | ≤0,002 mm | |
| minimalna rozdzielczość | 0,0001° | |
| Wrzeciono ściernicy zgrubnej | Moc silnika | 8,5 kW |
| Prędkość obrotowa | ≤5000 obr./min | |
| Dokładność bicia | ≤0,002 mm | |
| równowaga dynamiczna | ≤G0,4 | |
| Wrzeciono ściernicy dokładnej | Moc silnika | 1,4 kW |
| Prędkość obrotowa | ≤7950 obr./min | |
| Dokładność bicia | ≤0,002 mm | |
| równowaga dynamiczna | ≤G0,4 | |
| Parametry szlifowania |
|
|
| Model uchwytu | W20 | |
| Średnica ściernicy zgrubnej | Ø250mm | |
| Średnica ściernicy drobnej | Ř150 mm | |
| Średnica chwytu przedmiotu obrabianego | Ř3-Ř12mm (automatyczny) / Ř3-Ř20mm (ręczny) | |
| Zakres szlifowania przedmiotu obrabianego | Ø0,08 - Ø20mm | |
| długość przedmiotu obrabianego | 120 mm (automatyczny) / 350 mm (ręczny) | |
| Maksymalna długość obróbki przedmiotu obrabianego | 330mm | |
| Obróbka bicia średnicy zewnętrznej | ≤0,003 mm | |
| Dokładność obróbki długości | ± 0,1 mm | |
| Dokładność obróbki kątowej | ≤0,3° | |
| Dokładność wyglądu | ≤Ra0,4 (szlifowanie wykańczające) | |
Standardowa lista konfiguracji
| 10 | systemu CNC | NOWOŚĆC0N | 1 |
| 20 | silnik serwo | NOWOŚĆC0N | 8 |
| 30 | sterownik serwera | NOWOŚĆC0N | 4 |
| 40 | Panel operacyjny/pokrętło ręczne | NOWOŚĆC0N | 1 |
| 50 | Moduł głowicy roboczej o wysokiej precyzji | GESAC | 1 |
| 60 | Wrzeciono elektryczne o wysokiej precyzji (1,4 kW) | GESAC | 1 |
| 70 | Silnik o wysokiej precyzji (7,1 kW) | GESAC | 1 |
| 80 | Wrzeciono mechaniczne o wysokiej precyzji | GESAC | 1 |
| 90 | Precyzyjna szyna | Schneebergera | 10 |
| 100 | Precyzyjny sposób liniowy ze skrzyżowanymi rolkami | Schneebergera | 4 |
| 110 | Precyzyjna śruba kulowa | NSK | 4 |
| 120 | Oprogramowanie do symulacji działania i przetwarzania (standardowa różnica kroków, sferyczna itp.) | GESAC | 1 |
| 130 | Falownik | GESAC | 1 |
| 140 | Falownik | GESAC | 1 |
| 150 | ekran dotykowy | 19:00 ELO | 1 |
| 160 | Urządzenie zabezpieczające drzwi obrabiarki | Jinzhong | 1 |
| 170 | transduktor | Baumera | 3 |
| 180 | czujnik przepływu | Yifumen | 1 |
| 190 | Elementy elektryczne | Schneidera | 1 |
| 200 | Komponenty pneumatyczne | PChN | 1 |
| 210 | Drut i kabel | ComCab | 1 |
| 220 | Klimatyzator stojakowy | GESAC | 1 |
| 230 | Precyzyjne koło dociskowe Ø92x8 | GESAC | 1 |
| 240 | Precyzyjne koło dociskowe Ø92x15 | GESAC | 1 |
| 250 | Uchwyt W20 D4 | GESAC | 1 |
| 260 | Standardowa taca D4 | GESAC | 3 |
| 260 | Precyzyjny pasujący blok V (3-6)*10 | GESAC | 1 |
| 280 | Kołnierz ściernicy o wysokiej precyzji (typ szybkiej wymiany) | GESAC | 2 |
| 290 | Pełny zestaw palców manipulatora | GESAC | 1 |
Charakterystyka maszyny
W obszarze przetwarzania zastosowano 7 osi CNC, 4 osie CNC, które mogą realizować automatyczny załadunek i rozładunek, produkcję seryjną bezobsługową
Dokładność obróbki i wydajność obrabiarek
1. Bicie promieniowe przedmiotu obrabianego mieści się w granicach 0,003 mm;
2. Dokładność rozmiaru 2.0 jest kontrolowana w zakresie ± 0,005 mm;
3. Okrągłość przedmiotu obrabianego mieści się w granicach 0,003 mm;
4. Chropowatość powierzchni < Ra0,4;





